




2素材1射出機構の開発
Trinoをデュアルヘッド化しようと思ったのですが、2射出で水溶性サポートフィラメントとかを使えば飛躍的に自由な造形が可能になるのですが、2射出って結構問題が多いです。
- イフェクタが重くなり、スピードが犠牲になる。
- 使ってない方のノズルから素材がダラダラ垂れる。うざい。再開時に圧力不足が起きる
- 2つのノズルを平行に構えるタイプでは、ノズルのz合わせが面倒。造形中に掠ったりもする。
- TITANみたいに2つのノズルを段替式にすると、段替機構が必要。重いし、制御系も煩雑。
- 有効造形エリアが減る
特にスピードが売りのデルタ型との相性は悪そうです。そこで現在 一つのノズルで2素材を射出する計量な新型機構を設計・開発しています。わりと大きめな獲物なんでいっしょにやろうって人がいたらぜひ。図面・3Dデータも公開していく予定です。とりあえず買い物リストからです。アップグレード実装に必要な物は…
- 2 x 1 ホットエンド (make.DMM)
- ドライブギア ボアΦ8mm
- イフェクタ(自作)
- コールドエンドのハウジング・ブラケット(自作)
- NEMA 17 エクストルーダモーター 型番 17HS15-1684S-PG5(StepperOnline)
- Ramps 1.4, Arduino Mega または互換中華(Amazon)
- マグネット Φ10mm x 3mm 皿穴つき x6ヶ(Amazon)
- サーミスタ(Amazon)
- ヒーター(Amazon)
- ボウデンケーブル …もとい 自転車用ブレーキアウターケーブル 40cm(モノタロウ)
- ワンタッチ継手 M6-Φ6 x2(モノタロウ)
- Qiケーブル(ステッピングモータ用 4 x 1)オスーメス、コネクタ(4x1, 2x1)、コンタクトピン など(エレショップ)
ネジとかはテキトーに調達してください。まぁ色々ありますがしめて3万くらいです。最大のミソは1となりますが解説が長くなるのでまた次回。
つづく
Rev3 に搭載する仕組みを検索した所、すでにその着想があったようで、実用新案はやめる。下記リンク先の25番。
http://www.appropedia.org/Obvious_3D_printer_technology_based_on_14._Spheroidality
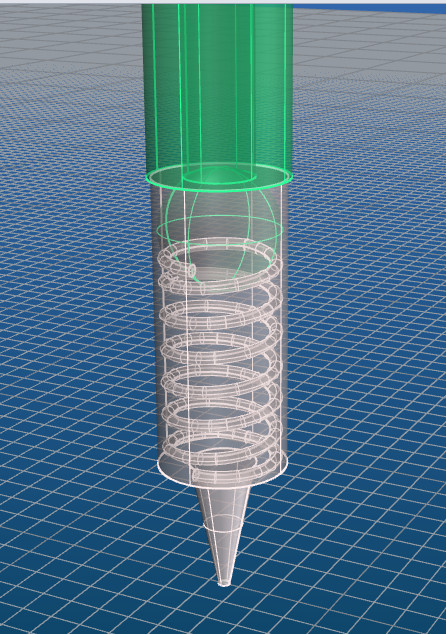
これはつまりボールとPTFE、バネで一方向弁をホットエンドにつけてしまおう、という目論見。これにより逆流が防止できると考える。下図のように設計する。上からPTFE(緑)でΦ3.5mmボールを押さえる。PTFEは、更にホットエンドの一番上のワンタッチ継手(図の外、はるか上)のネジで押さえられる。バネは、Φ3.8mmの流路の内部に収まり(バネ直径は3.5mm)、6mm長のものが0.5mm程度押された状態で固定される。このため、1N≒100g程度の力がかからないと、弁が開かない。つまりRetractした瞬間弁が閉じ、空気の流入が遮断される。また、1N以下の残力は0になるので、ピタリと射出が止まる…はず。
<ホットエンド先端部、内部の流路の図>
多分、Retractをしても糸引きが完全には解決しない理由は、Retractをした瞬間に溶けた樹脂が少し上に引き上げられる代わりに、上から僅かに空気が流入することでHotend内に気泡が形成され、それが膨張することで起きているものと考えている。当初は重力で落ちてきてるのかな?と考たけど、3Dプリンターをひっくり返して造形しても糸引きがあったので、単に重力で落ちてきているのではないことは分かっている。
Rev 2 をテストした。
Rev1の問題が解決できるかに見えたが、残念ながら逆流がある。T0で射出中にT1側に溶けた樹脂が流れてしまう(T0=PLA, T1=PVAで使用)。Prime Pillar で射出中に2種が混ざることは解決できるのだが、反対側に流れた樹脂はRetractできなく、かつ少し圧力が溜まるので、糸引きが解決できない。
したがってRev3を先週発注。新種のギミックを仕込んでみた。実用新案を取得するからちょっと公開遅れるかも…Rev2は満足いかないので公開しない予定。Rev3が安定したらRepRap Wikiにページを作るかな。
Hiroさん
すみません、ちょっと見てなかったののでレス遅れました。Rev1は下のBOMのリンクから一応販売してあります。ステータスはExperimental というところでしょうか。残念なのですが、まだ安定した動作は保証しかねます。適合は色々してみて、使える事は使えるのですが、まだ製品としては問題点が多いのが現状です。
問題点がだいたい分かってきて、今Rev 2が丁度届いて、これからテストするところです。
Rev1の主な問題点を挙げておきます。特に1射出機構としては殆ど問題ないのですが、2射出で使おうとすると…
- 使っていない方のノズルから多少垂れが発生して、どうやってもこれによる混色が少しは起こる(赤と白のフィラメントで試したので、はっきりしました)。
- ノズルの先端部の面積がちょっと広く(1.5mmの円を二つくっつけたような形状)、こすりつけるような感じになってしまう。問題としては軽微だが、わずかに寸法精度がE3Dなどより悪く感じる。第一レイヤの接着にも若干難あり。
- ノズルが交換できないので、フィラメントが詰まった場合などは、溶剤で溶かすか、全とっかえになってしまう。木粉フィラメントや、焦げやすいフィラメントはオススメできない。
- 熱絶縁にPTFEを使っているが、内径φ2mmを前提にしているので、ボウデン1.8mmだと、抜き取りが面倒になる。
これに対し、Rev2では以下の改善策を実施してます
- 当初の目論見の、2素材1射出孔を採用。流路が先端で合流するタイプ。
- ↑で多分、解決できる。先端部はなるべく尖った形状に。
- 特にハードの変更はないのが、温度設定は気を付ける…。サーミスタが抜け落ちたりはしない設計なので、間違って焦がしたりはしないが、PVAは225℃くらいでどんどん炭化するので、200℃くらいがおススメ。
- 内径φ1.8mm、外径φ4mmのPTFEで熱絶縁をする。また、これを上からワンタッチ継手のM6ネジ部で押さえつけることで、気密を向上。
PLA / PVA など、~230℃で使えるフィラメント専用と割り切ることにします。木粉などは安物を使わない方が良さそうです(ダマがあると、詰まるので)。ABSとPVAは相溶性が悪く殆どくっつかないのでABS/PVAは元々使えないようです。温度域も違います。ABS/ABSの二色刷りなら問題なく使えますが。
Rev2でPLA / PVAの造詣がいい結果が出たら写真のアップや、出品をしたいと思います。
すごいですね・・・・としか言えないですが!
これQuentaさんから販売とかされないのですか?
PLA-ABS、異色PLAなどは射出に成功しているのですが、肝心のPVAは柔らかすぎて、適合に苦戦してます。ここはFlying Extruder実装しかないのか…
Genkeiさん PVAでサポート造形がうまくいっているそうですが、そのときはどのメーカーのフィラメントを使っていますか?硬めのPVAフィラメントがあったら良いのですが。
開発状況 Rev1 BOM。ホームセンターで手に入らないようなものには、通販の購入先のリンクを張っておきます。
Rev2ではボウデンとホットエンドの熱絶縁チューブの内径を1.8mmで揃えていこうと画策中。
【Trino2からUpgradeの場合】
- コールドエンド Assy
- Eモーター NEMA17 17HS15-1684S-PG5
- ドライブギヤ ボアφ8mm【高い。交換品募集中】
- イモネジ M3 3mm
- ブラケット & ハウジング(Eモータをつける樹脂の部品、Genkeiさんからデータ頂きました)
- レバー Sub Assy
- レバー
- M3 20mm 六角ねじ, x3
- M3 50mm 六角ねじ, x2
- M3 ワッシャー, x4
- 20mm長 ばね, x2
- M6 ナット
- ホットエンド Assy
- カートリッジ一体デュアルノズル
- デュアルノズル
- イモネジ M4 * 4mm (ヒーター固定用) x2
- イモネジ M3 3mm (サーミスタ固定用) x2
- 外径φ3mm 内径φ2mm 熱絶縁用PTFEチューブ 41mm, x 2
- ヒーター
- サーミスター(配線要加工。銅線が1本のタイプで、QIにはんだ付けした)
- カートリッジ一体デュアルノズル
- ボウデンケーブル Assy(チューブ内径・外径などはお好みで)
- 外径φ4mm 内径φ1.8mm 長さ40cm程度 チューブ x1 (追加用)
- ワンタッチ継手 M6 / φ4mm管 x2 (追加用)
- イフェクター Assy
- デュアル用イフェクタフレーム
- φ10mm 厚み5mm ネオジム磁石 x6
- M3六角ねじ 10mm長 *3
- 電装
- ステッパードライバDRV8825(Eモーター用)
- QIコンタクトピン (Eモーター用 予備も含む)x10
- 4色ケーブル(Eモーター用、延長用)
- 1x4 QIコネクタソケット(Eモーター接続及び延長用) x2
- 1x2 QIコネクタソケット(サーミスタ用) x1
- 40mm x 10mmファン(Trino2は初期で3cm?)
- 間接材料
- 熱絶縁用の紙粘土(ホットエンドのチタンは熱伝導が良すぎて排熱が大きく、必須。軽すぎない、無機物が含まれたものがよい。パルプ含有率が多いと断熱は良くなるが、軽すぎると焦げる。)
- フッ素樹脂コーティング(耐久向上のため)
- はんだ
- QI延長用配線(普通の赤黒の銅線。サーミスタ等に使う)
- 工具
- M3, M4, M6タップ
- リューター、φ2mm程度の円筒型ダイヤモンド砥石
- 中ぐり用ワイヤーケーブル(φ2mm)
- 中ぐり用針金(φ0.3mm)
- (望ましくは)配線用ペンチ
Rev1の開発が終わったので
一旦BOMを整理中・・・ 意外と細かい部品が多くて手間取ってます
なおRev2は 熱絶縁のPTFEを内径1.8mmにして、あそびを減らすことで更に改善を図る予定。
動作の様子
秘技☆★勝手にビデオ貼り付け★☆
配線とか汚いのは目をつむるとして、4時間程度の連続出力も問題なくこなしております。これはPLA 外殻/ ABS中身・サポート です。ホントは色とかが違うと良いんですけどね。これらの樹脂は相溶性が悪いので、剥離が容易です。ちなみにホットエンドが白いのは断熱材(紙粘土)で覆ったからです。
Firmwareも用意しました。
まとまりがなくなってしまいましたが、これでいったん開発終了です。感想としては意外と後処理に必要な工具や雑多で変な間接材料(Φ2 PTFEチューブ・紙粘土・フッ素樹脂スプレー・配線・モータードライバ・ワイヤーケーブル etc)が多いのがネックな感じはします(しかもたくさん余る)。売り出すならTrino2 Upgrade kitとして コールドエンド等々と一緒にGenkeiさんの方でキット化してもらったほうが良い…のかもしれないです。需要があれば、ですが。
当初のもくろみは概ね達成されました…が、別々の温度を使いたいことと、わずかにでも逆流が発生する可能性を考え、当初は射出口を1つにする予定だったものを結局1.5mmだけ離して2つにしています。やはり使っていない方のノズルから、結果、わずかに樹脂が重力で出てきてしまいます。もっとも、樹脂流路を重力方向に対し斜めに設計したためか、Retractをしてから樹脂が垂れ始めるまで若干間が長いようで、それほど気になりません。あとはTrino持ち前のスピードがあれば、ある程度は誤魔化しは効きます。モデルによっては、Prime Pillar が相変わらず必要…かもしれないです。2素材1ノズルができるかは不明です。気が向いたら注文してみるかもしれません(モデルはあるので)。
ちゃんと使えるようになったのでとりあえず公開しとく。なにかデモ用に良いモデルがないかな…
2射出ノズル→ http://make.dmm.com/item/483294/
イフェクタ。モデルダウンロード&自作も可→ http://make.dmm.com/item/504144/
Marlin_Main.cpp のコードをリンク先に書いてある通り書き換えて、
Gcode タブの apply toolhead offset to Gcode とかいうチェックボックスにチェックを入れたら、無事2射出ができました。
なるほど、こういったボックス型のポジショニング計算になってしまっている云々と書かれていますね、
そうしましたらMarlinでは2射出モードにするとしても位置情報設定を弄らない方法はどうでしょうか?
ノズルの位置差分はSimplify3DのTool Change Scriptで行うという感じです。
1射出での造形に成功しました。全く問題なく動作します。
イフェクタ重量は、1射出の時とほぼ同じくらいになりました。2射出機構としては最軽量クラスに仕上がりました。ハードには満足。
そして現在2射出に挑戦しているのですが、段替えの部分がうまくいきません。 tool 0から1に変える所でなぜかイフェクタが上昇しはじめて変な所で造形を再開しようとしてしまいます orz。ちなみに2つのモデルを合成して造形しているのではなく、1つのモデルのサポート材をtool 1 で造形しようとしています。Genkeiさん、ご教示頂きたいのですが、ソフトウェアの設定ではTool Change G-code などは必要ですか?特に段替させるのに必要な動作はないのですが…
あるいはDual Extrusion Wizardで何か設定が必要なのか。これは2つのモデルを合成する場合だけ必要だと思っていたのですが違いますかね。
どうもこんにちわ!
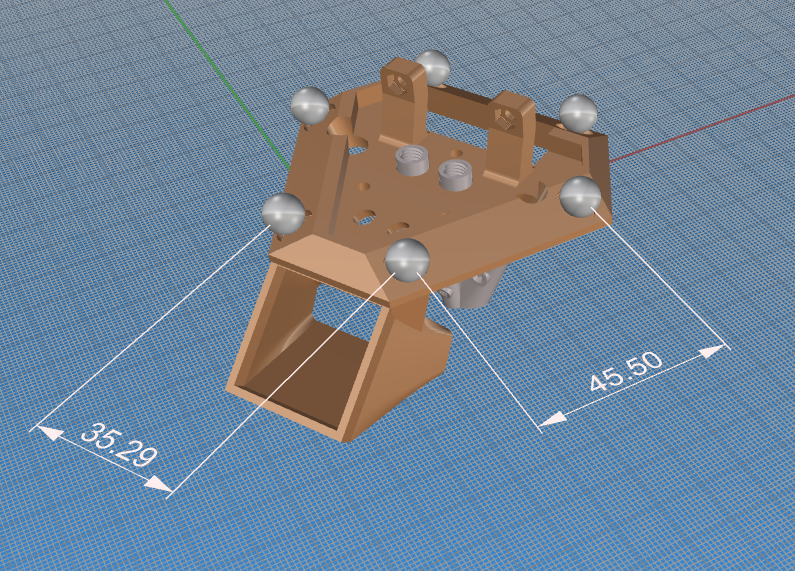
先日寸法ですが、
45.50mmという部分はTrino1と2では46mm統一です。
2つの鉄球の中心間の1線からノズル中央までの水平距離は 39.66mmです。
2つの鉄球の間隔46mmはキャリッジと同じく統一しているので、キャリッジもオリジナルで作らない限り崩さないでください。
他の距離部分は変更可能です!
ご投稿ありがとうございます!
早速ですがお答えしますね。
Ramps1.4で間違いありません、 互換性のあるものであればRumba等ですね。
45.50mmと書いてある幅が一番の肝ですのでこちらを明日お出し致しますね。
35.29の幅は特に使わなく、必要なのはノズル中心から45.50mmの球間の線までの距離が大切です。
これらの値はファームウェアで直すだけです。
特にTrino1と2の違いは若干の寸法の違い以外のステップ数などは変わりないです。
是非射出テストご報告くださいませ!
前回の投稿からさらにノズルの形状を改良し、ハード面では一応実用の目途が立ちました。ノズルの後処理が大変だったので格段に楽にできるよう工夫しました。現在、細かい適合をしていて、片側での1射出の造形のテストをしています。じきPVAフィラメントが来ます。
ところでGenkeiさんにいくつか質問があります。今回このアップグレードの試みをTrinoで行ったのですが、キットを公開するにあたりTrino2でも使えるようにしたいと考えています。つきまして主にTrinoとTrino2のちがいについてご回答くださいますでしょうか。
- Trino2は制御ボードはRamps 1.4を使っているものと見ていますが、正しいでしょうか?
- 下図はイフェクタを上から見た図なのですが、2ヶ所の寸法が書き込んであります。鋼球の中心間の距離です。Trino2のそれに相当する寸法を教えて下さいますでしょうか。
追記
ちょっと基本的な設計ミスに気づいたので修正。PLAを数秒吐出していると、なぜか詰まってしまう。RepRap wikiのデザインセオリーのページを見ると、どうやらホットエンドというのは、先端部以外は熱的に絶縁する必要があるらしくて、PTFEチューブがよく挿入されているのは、先端以外で熱が伝わらないようにしているらしい。ということでやはりPTFEチューブが入るようにする。
というのは、ガラス転移点以上~融点未満のPLAはゴム状になるので、圧力がかかると横に広がって管の中で壁面に圧着して詰まってしまうのである。なのでホットエンド内では、なるべくこの温度域の部分が少ない(短い)ように設計しないといけないらしい。今回作ったものはABSはなんとか吐出できそうなのだが、PLAはゴム相の温度域が広いので無理。なので設計を変更して再発注。
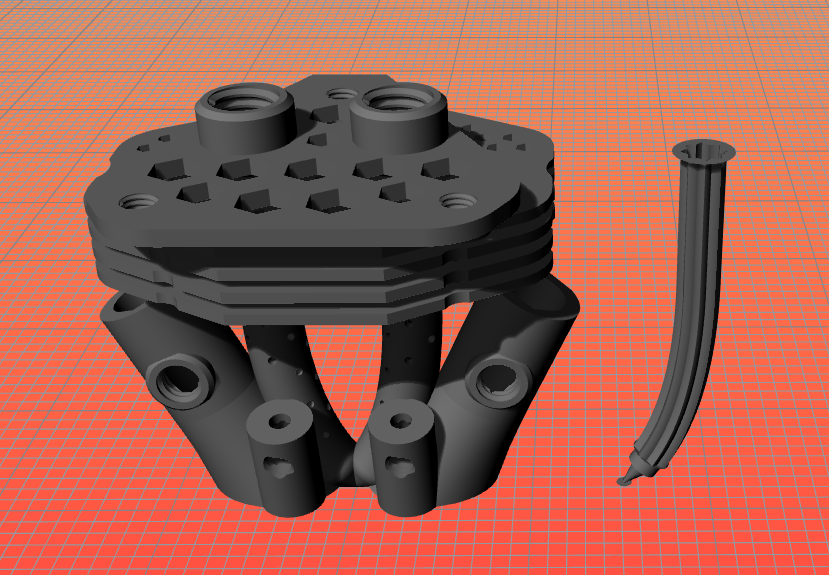
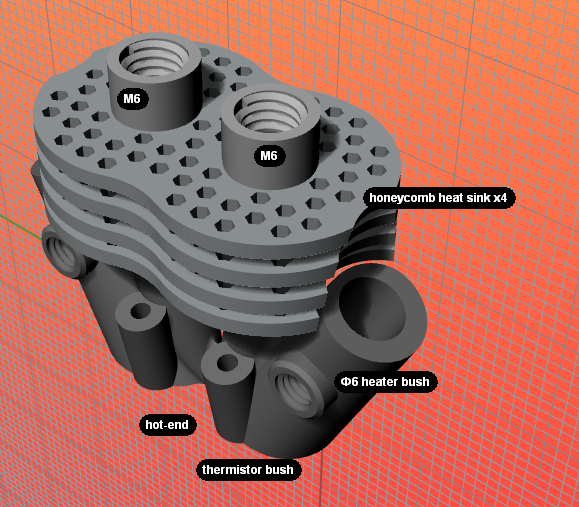
これがその設計変更品。右は、内部の流路。PTFEが挿入できるように、内径をΦ3mmにした。八芒星になってるのは、PTFEとの間に空気層を作って温度的に絶縁するため。ダメ押しにこのPTFEの外側の空気層が循環するよう、外側から穴をたくさんあけた。大きい穴ではないけど温度差が100℃以上あるから対流して冷却効果を発揮するはず。ついでにねじ切り部をタップがちゃんと通れるようにも改良。
上部の取り付けブラケットが前回造形した時、反ってしまったので、ハニカム肉抜きを実施。DMLSという種類の金属焼結3Dプリンターはどうやら薄い板状の造形すると反るようで、これを軽減するには肉抜きをすると良い。これは下の4連ハニカムヒートシンクが1mm厚にも関わらず、全く反っていなかったので分かった。幸い強度は非常に高いので、コストもケチれて一石二鳥。突き詰めて軽量化をすれば多分もっとコストは下げられるのだが、この部品に限っては質量もないと熱が貯まらないので、こんなもんだろう。
もう造形は開始したらしいけど…DMMさんがんばって~。なんかフォーラムというかブログみたいになってきたな。
うおおおお すごいですね!
僕はかなり楽しみにしております。
1万7千円でいけるんですね。。。 是非経過報告を。。。じゅる
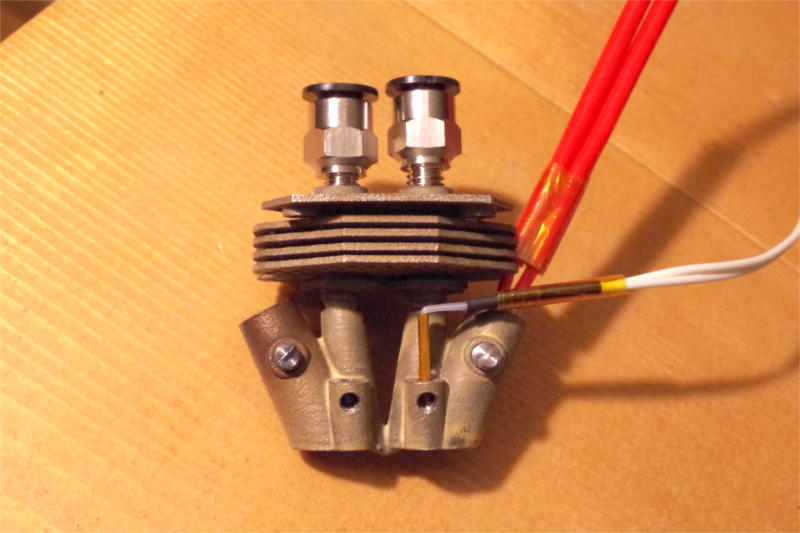
経過報告。ジュラルミンのノズルの造形が失敗してしまい時間がかかってしまった。しかし結局少し形状を修正してチタンでの造形に成功。17,000円なり。サーミスタ、ヒーター、ワンタッチ継手を装着して使える状態まできた。
後処理が何点か必要だったので書いておく。
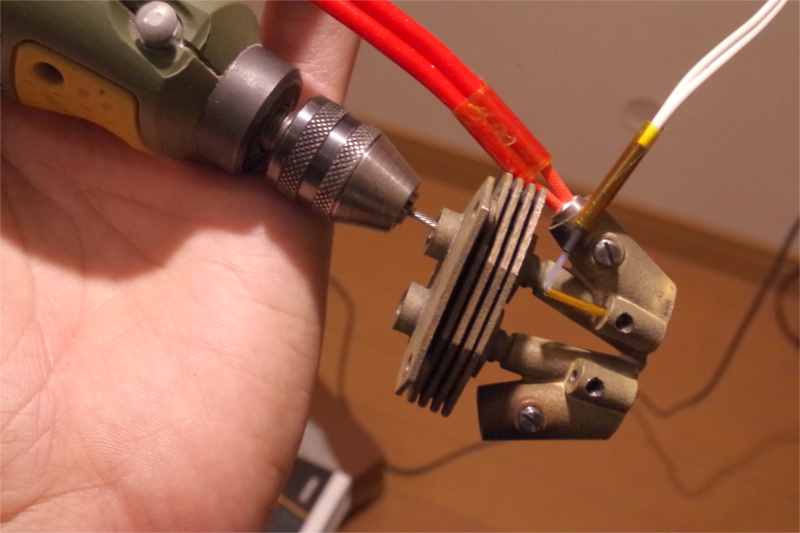
まず、ところどころサポート材が残ってしまい、細い流路のサポート除去+バリ取りが難しい。針金でつっついたくらいでは取れないし、曲がっているのでドリルの刃も入らない。詰んだかに思えたがホームセンターをうろついていると名案が。↓のようにリューターにワイヤーロープを装着して

10,000rpmで中をガーッっとやれば一発 b(・v・)。回転数があればドリルでも可能と思う。ついでにピカールをつけて内径研磨。表面が平滑な方が抵抗を減らせるはずだ。ワイヤーロープの番手を細くしていって、最後は0.3mmの針金をノズルの先端まで通す。無事道通。バリやサポートが残るものの、チタン造形は細部の再現性はわるくない。先端部の穴はつぶれずに造形できた。0.35mmで造形したので、恐る恐る0.4mmの極細ドリルでちょこっとだけ先端を削る。研削が終わったら全部終わったらパーツクリーナーでよく洗って、内部も外側も耐熱フッ素コートして、オーブンで250℃30分焼入れ。
あとはネジ切り部を M3, M4, M6のタップで整える。なんとかなるレベルだったがこの時タップの先っちょがモデルの何点かに干渉してしまった。ちょっとした設計ミス。なので公開用のモデルはもうちょっと改良して要望があれば後日アップ。
イフェクターに装着してとりあえず射出をしてみたところ、ちゃんと200℃くらいでPLAを射出できた。目論見通り、反対側のノズルへの逆流もない。ファンを回したところで問題発生。チタンは熱伝導が良いことと、このパーツの表面積が大きいのか、風を当てるとかなり冷えてしまい温度が180℃程度までしか上がらない。まぁ、これは他のノズルでも程度の差であって同じなのだが。断熱材を巻けば大丈夫だろう。
あと、イフェクターを新設した。ファンは3cmと4cmなので、Trinoのものをそのまま使える。※これもまたちょっと削れば済む話だが要修正箇所があったのでモデルは要望があれば後日up。
完成までの道のりは今5合目くらいだろうか。必要な物はほぼ揃ってるしここから先は一気にいくぞ~。
2 x 1 ホットエンドの設計
先端の部分で2つの流路が合流して吐出されるようにしたい。DMMの光造形+ジュラルミンのロストワックスで作る。複雑形状もokなのでどんどん複雑化する。ネジ切り部は、精度が足りない場合はあとでタップすればok。ヒートシンクのハニカムは材料をケチりつつ放熱効率を上げるためにつけた。DMMに熱収縮を見込んで造形してるか聞いてみたところ、それは行ってないとのこと。7~8%体積比でモデルより小さくできるそうなので、相似比を2.6%拡大して発注。2月末~3月上旬に納入の予定。それと、実際に発注したものにはイフェクタに取り付けるためのブラケットがついている。
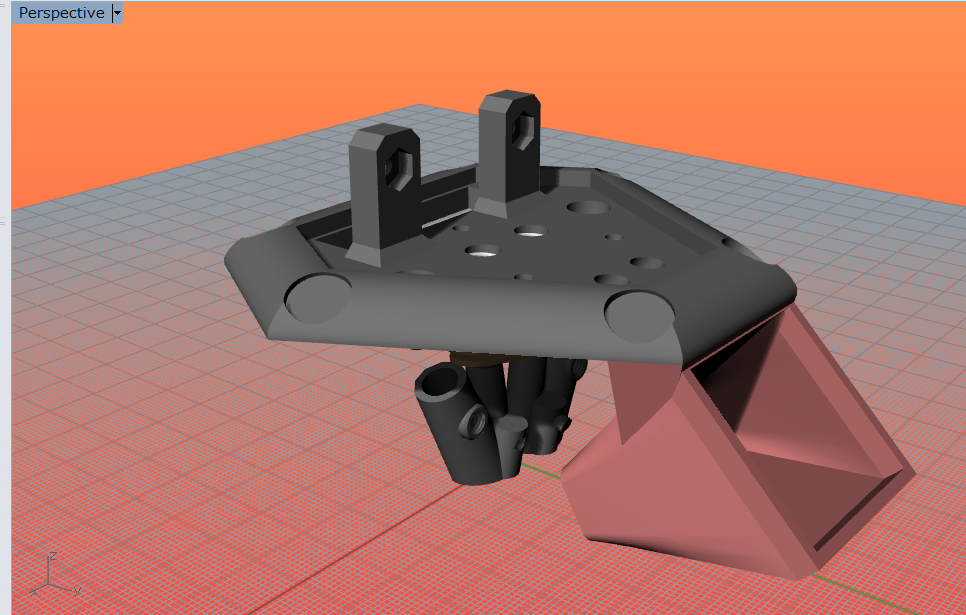
その1 概観 斜め上から。
その2 外観 正面やや下から。
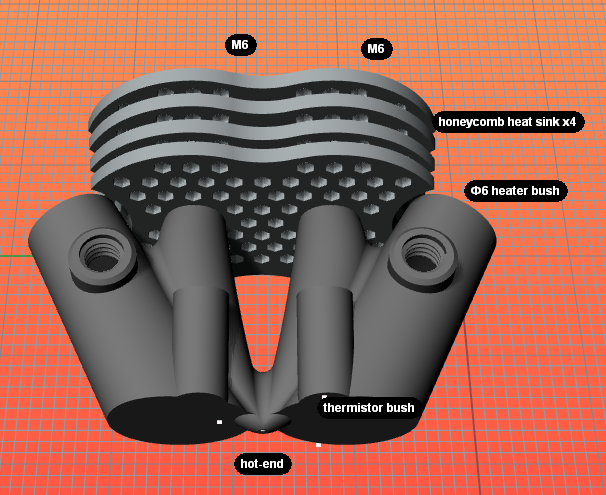
その3 フィラメント流路
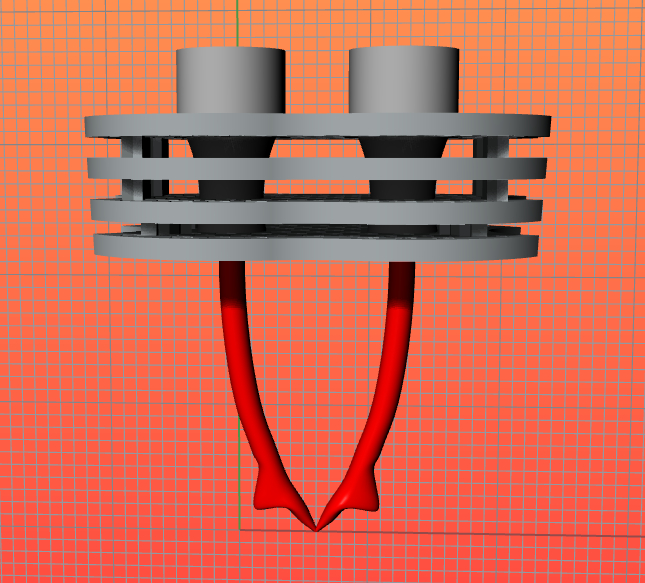
流路の末端の前にくぼみがある。これは使ってない方のノズルからダラダラフィラメントが垂れるのを防ぐことを目論んでつけてみた。段替のリトラクトは5mm程度で済めばよし。なお、テフロンチューブは使わず、流路を耐熱フッ素表面処理することで内部の潤滑を得る。