




プリント層に段差が出ます
Trinoで直径30〜40mm、肉厚2〜3mm程度のパイプ状のプリントをしています。
外観はテーパーの無い円筒ですが、内側に1°程度のテーパーがついているので、肉厚は上から下へかけて変化しています。
どうもある条件の時(恐らくは一定の肉厚の時)にプリント層がきちんと造形されない様で、プリント層に段差が出来てしまいます。
ソフトウェア的な問題ではないかと考えていますが、対処方法をご存知の方はいらっしゃいますでしょうか?

綺麗に出るようになって良かったです!
機械的な調整を進めれば、出力の精度はさらに上がっていくと思います。ベルトのテンションを確認したり、ヘッドとテーブルのクリアランスを調整したり。
頑張ってください。
azusa9様、Kato様いろいろとご指導いただき、ありがとうございました。
Simplify3DをVer.2.2.2からVer.3.0.2にバージョンアップしたら、問題の隙間が出なくなりました。
2.2.2のバグだった可能性が高いですね。
とはいえVer.3.0.2でも僅かに段差はでていますが従来よりはずっと良いです。
これもGcoad生成アルゴリズムの問題なのかもしれませんが、これは今後のバージョンアップに期待します。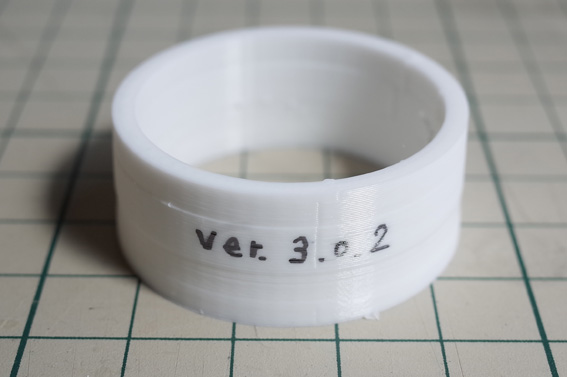

azusa9様、ありがとうございます。
Simplify3Dのバージョンアップをしているのですが、セッティングがうまくできません。
これについては別トピックで質問させていただきます。
そちらが解決ましたら改めてご報告させていただきますので、よろしくお願いします。
色々試してもらい、御苦労様です。
私のsimplfy3Dは3.0.2です。もしかしたら普通にsimplfy3Dの古いバグなのかも知れませんね。
オフィシャルのページから最新版をダウンロードして試してもらうのが次の手でしょうか。
https://cloud.simplify3d.com/account/login
ここからアップグレード、もしくはログインして3.0のダウンロードをしてみるのはいかがでしょう?
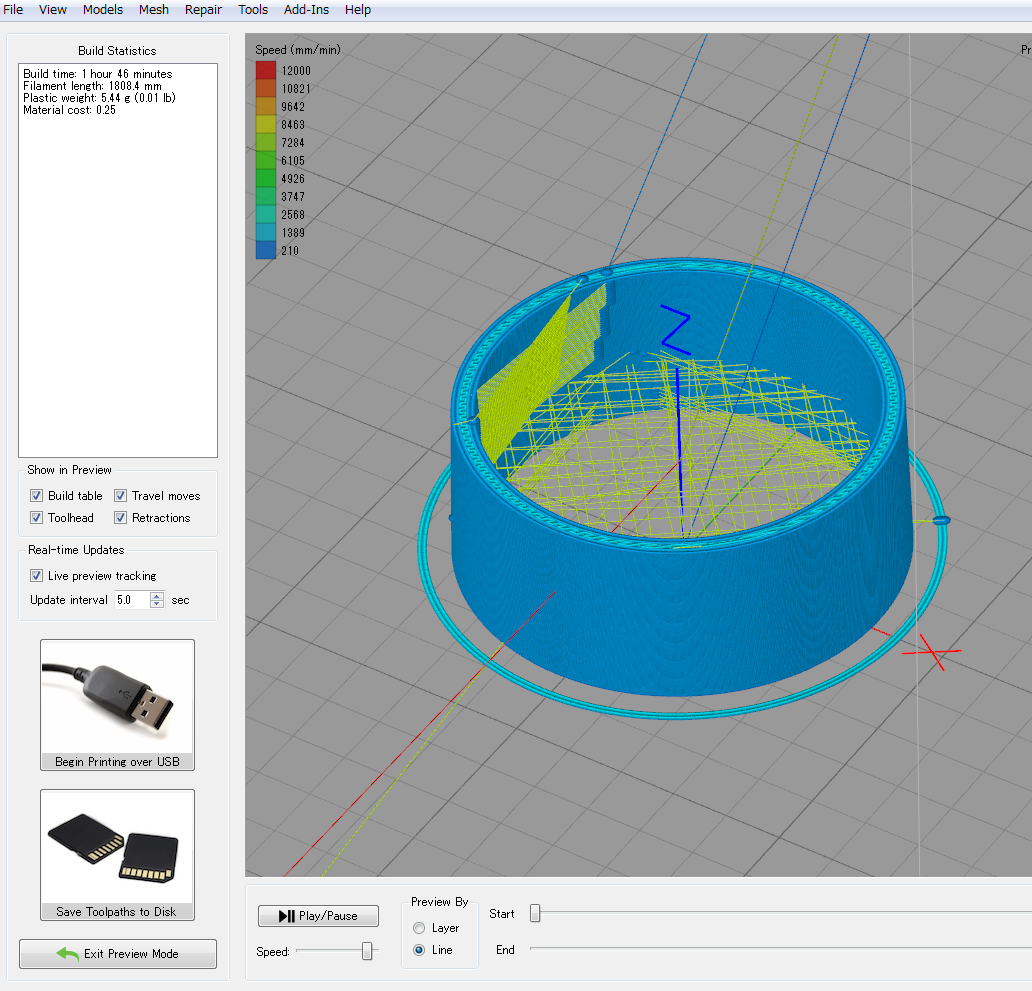
最後にazusa9様からいただいたデータte-paをプリントした物ですが、ここでも隙間が出てしまいました。
という事はCADソフトからSTL書き出し時のトラブルでは無さそうですね。(azusa9様、わざわざデータを作成していただき、ありがとうございました。)
不思議なのが、simplfy3Dのプレビュー画面を見るとazusa9様のとヘッドの軌跡が違うという事です。
もしかしたらsimplfy3Dのバージョン違いでしょうか?私のは2.2.2です。或いは何か設定の違いか?
 /app/webroot/upload/files/te-pa.gcode
/app/webroot/upload/files/te-pa.gcode
それから、お教えいただいたsimplfy3DでのSTLデータのチェックもしましたが、ここでは問題は出ませんでした。
次にkato様にご指摘いただいた、Simplify3D/FFF設定/Advancedタブ/Allow gap fill when necessary
の設定を50%(デフォルトでは10%になっていました)にしてプリントした結果です。
前回のtest02の問題箇所にギャップが出ませんでしたが、替わりにプリントの一番上の面に簾が入ってしましました。パーセンテージを上げるにともない隙間の出る位置が情報へ移動する様です。
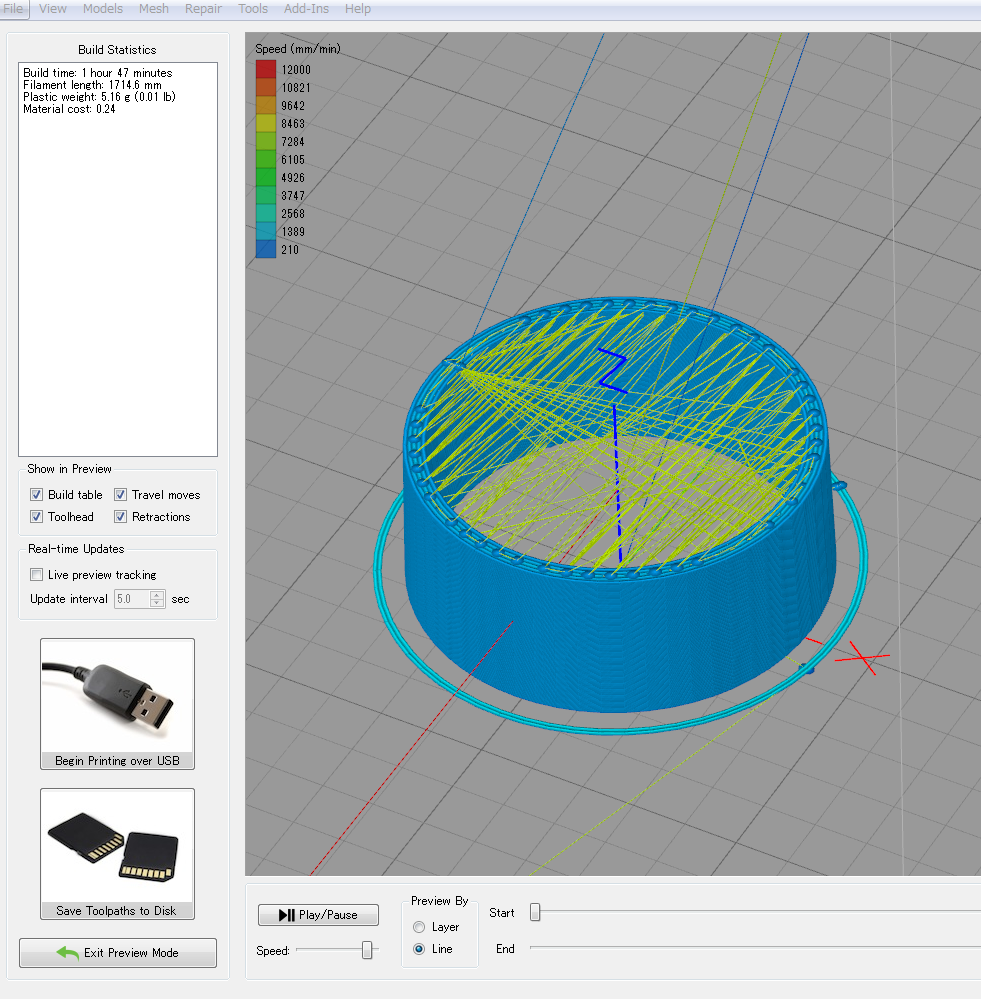 /app/webroot/upload/files/gap%2050%25.gcode
/app/webroot/upload/files/gap%2050%25.gcode
kato様、azusa9様。いろいろとご指摘いただきありがとうございます。
3パターンのプリントをしてみたので、それぞれ分けてデータをアップさせていただきます。
まずは Apr 1, 2016 - 11:08 PM にアップした物と同じ問題プリントの画像とGcodeです。

 /app/webroot/upload/files/test02%281%29.gcode
/app/webroot/upload/files/test02%281%29.gcode
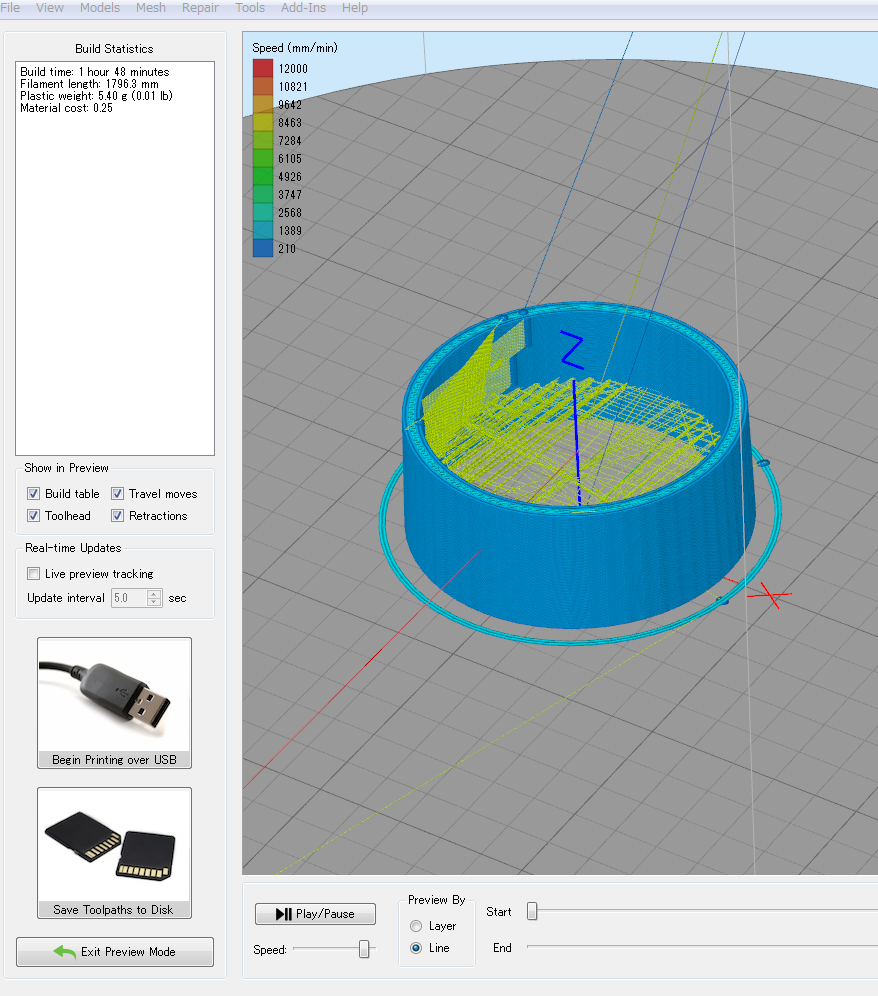
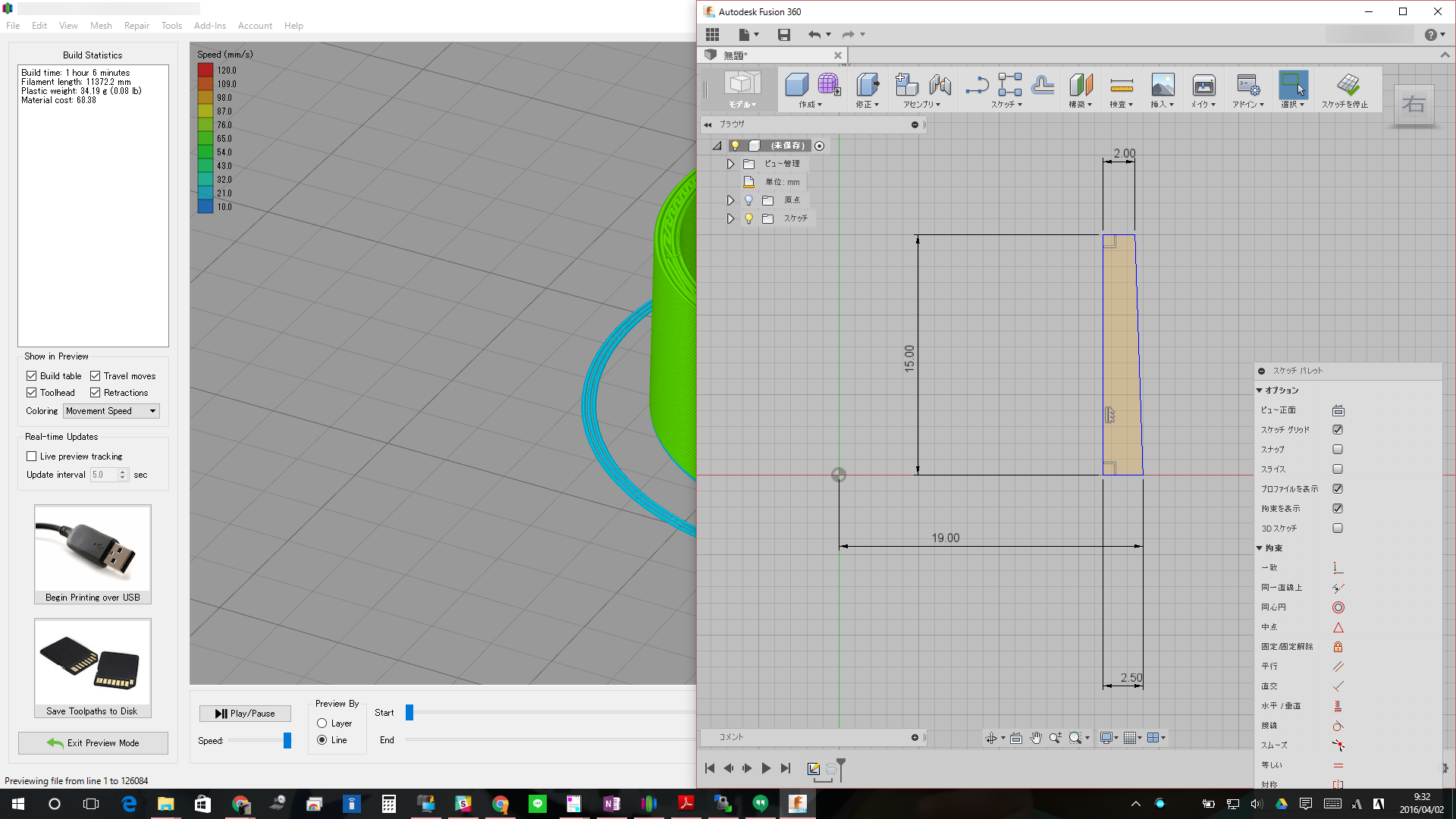
Gcodeファイルは、ヘッドの軌跡を確認する画面で、USBプリントするボタンのすぐしたのメモリーカードの写真のボタン 「save tool path to disk」を押すと保存できます。
中身はただのテキストファイルなので、エディタ等で開くとgcodeが直接読めます。
Katoさんと私は見立てが違うので、合わせてこちらも確認してもらえると早いかなと思います。
図面が上がっていたテーパの物体をfusion360で私もモデリングしてみました。下記のリンクからSTLファイルをダウンロードして出力してみて下さいメッシュデータに欠損がないことを確認済みなので、こちらの物体が上手く出れば、お使いのCADソフトウェアのSTL変換に関する問題だと切り分けができると思います。
https://drive.google.com/file/d/0BzxFJWSHd3skVzVTNmtHV1ZOemM/view?usp=sharing
ちなみに、Fusion360でも時々メッシュが壊れたデータが出ることがあります。STLで書き出す時の精度を粗くすると問題の無いデータになる事があるので、STL書き出し時のチューニングを行ってみると良いかなと思います。
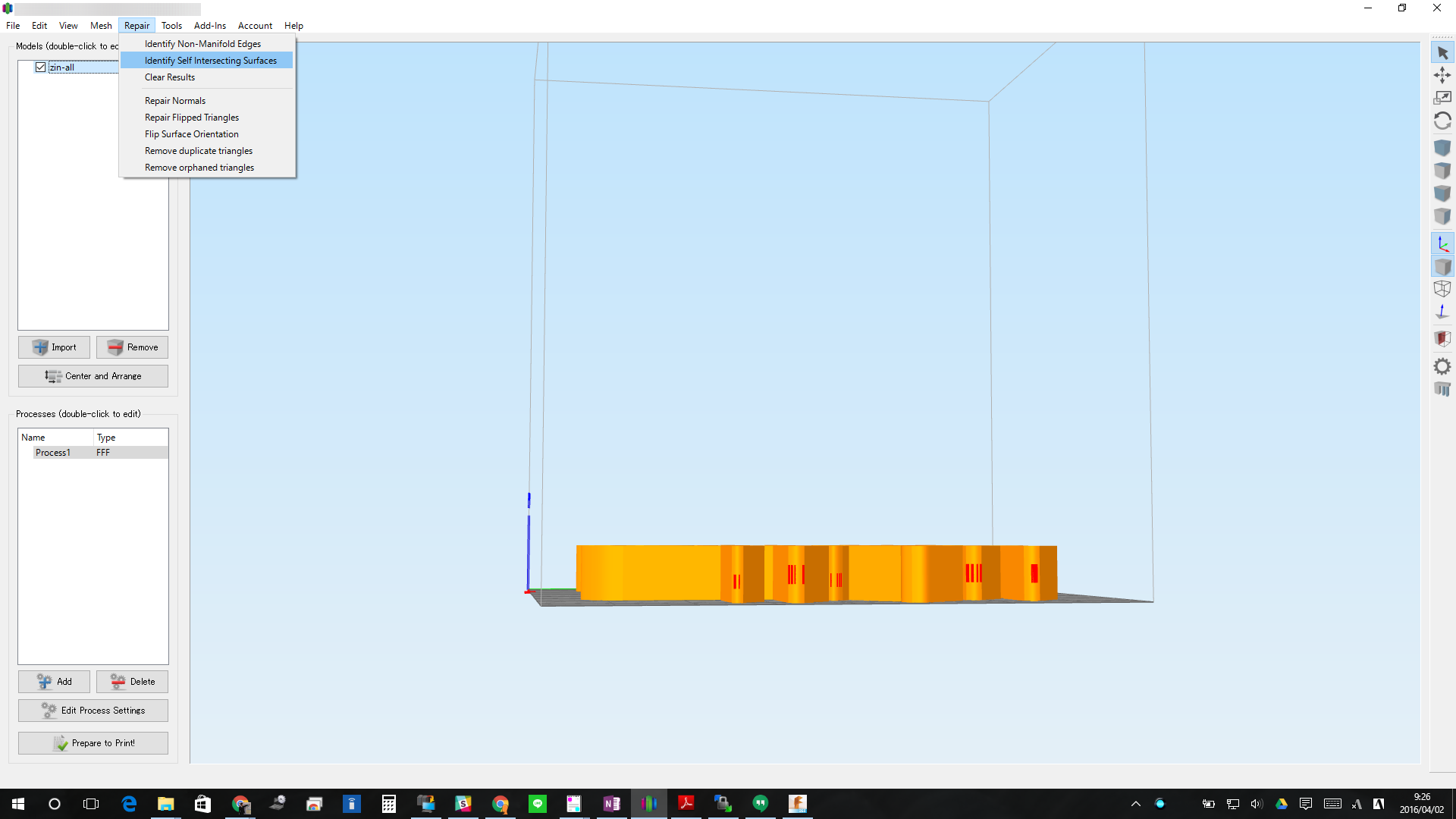
また、simplfy3DでもSTLデータの簡易なチェックが出来まして、Repair→Identify・・・の2つがそれぞれチェックです。問題があるとメッセージと共に、画面の中の黄色オブジェクトへ問題の箇所が赤く表示されます。

Thin Wall Vehaviorの設定ですね、パターンを変えてトライして改めてご報告させていただきます。
それとGcodeファイルというのはどこで見る事ができるのでしょうか?
あ~~ あともしかしたら
モデル形状は2.5mm幅から2mm幅にゆっくりと変化しますが
例えば2.5-2.2mm幅までのGcode生成アルゴリズムは一緒で2.2から薄くなるとある違うアルゴリズムになってGcodeの生成になっているのかな?と思いました。 要するにある程度の厚みまで行ったらパスの描き方の考え方が変わった その地点で何かしらGcodeの記述にEである射出がピンポイントで省略された。 と思い付きですがGcodeファイルを拝見したくなりました。
(問題の部分だけ G1 X数値 Y数値 E数値の E数値だけ何故か記述されていなかったりして)
いずれにせよ上記の推測にも下記に前回のコメントで書いたAdvancedタブの左下の設定が影響してきます。
例えばSimplify3DのFFF設定からAdvancedタブに行っていただいたときに
Thin Wall Vehaviorという設定があります。
こちらをAllow gap fill when necessaryにチェックを入れてパーセンテージを50(最大)にするとどうでしょうか?
この設定は薄い壁の時の設定制御なのですが、 Only use perimeters for thin wallsにチェックをいれたりして比べてみてはいかがでしょうか。
すみません、私の知識不足で「面の解放」と「裏表の間違い」というのがよくわかりません。
データはソリッドワークスで作成してSTL形式で書き出しているのですが、その時点で問題が発生しているのでしょうか?
Simplify3Dのプレビュー画面(gcodeビュワーというのはこれでしょうか?)を見ると、この時点で断差が出る箇所のノズルの動きが変ですね。
因に、段差が出るあたりの肉厚を計測すると2.31mmあたりだったので、その肉厚で外形38mmのパイプを出力してみたら、インフィル100%なのに最初っから断面に簾がはいった出力になりました。
質問ばかりで申し訳ありませんが、何かお心当たりがあればお教えください。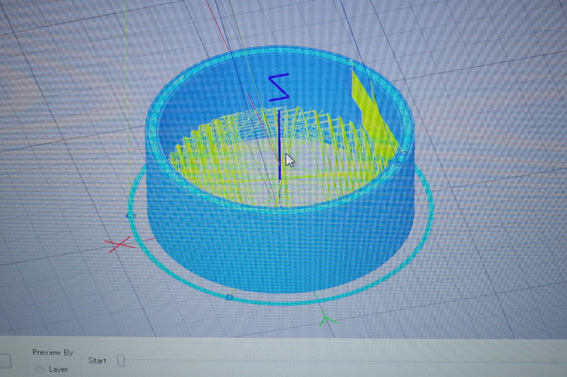

何となく分かった気がします。STLデータに問題があるのかなと、どこかの面が解放されているとか、裏表がまちがっているとか、ではないでしょうか?
Simplify3Dのgcodeビュワーの画面をよく見て欲しいのですが、どこかでおかしな面を出力しようとしていませんか?
先ほどと同形状をリトラクションオフでプリントすると隙間は少なくなりますが、段差はやはり出ます。
段差が出ていない箇所はノズルが円周状に動くのですが、段差が出ている箇所の時だけなぜか対角状に動きます。その結果、その箇所だけ内側に激しくバリがでます。なぜでしょうね?
状況を整理する為により簡易なモデルをプリントしてみました。
パイプの肉厚がテーパー状に変化しています。
やはり途中で段差というか隙間ができています。
因みにインフィル密度は100%です。


肉厚が均一の物だともっと背の高い物でも段差ができずきれいにプリントできるんですよ。

お写真見る限りだと何故か一定の部分で出てきていないですね。。。 その他は概ね大変綺麗に出ているのかと思います。
azusaさんの仰るように温度管理系かな~なんて思っていましたが、上部の方でも比較的長く安定射出されているのでGcodeの方ではないかなんて思っています。
例えばネコちゃんなどの他のモデルでのプリントはいかがでしょうか? お写真のように地面から20mm30㎜程度のところで同じ現象があるかどうかが気になるところです。
お返事ありがとうございます。
印刷の条件は以下の通りです。
素材 : PLA
積層ピッチ : High(0.2mm)
エクストルーダ温度 : 220度C
印刷速度はデフォルトから変更していませんが、FFF Settings / OtherのDefault Printing Speedには1600.0mm/minと表示されています。またプリントは毎回1点ずつ行っています。
ノズルの一時的な詰まりかもと私も最初考えましたが、同一形状の物を繰り返しプリントすると決まって同じ場所で段差ができるので、単なるノズル詰まりでもなさそうに思えます。
どうでしょう?何かお心あたりはございますでしょうか?
自分はTorinoではなくLepton持ちなので参考になるか分かりませんが、途中でノズルが一時的に詰まって素材がうまく出ない。その後奇跡的に何もせずとも復活したと言う時の症状と似ているような気がします。
もう少し印刷の条件を教えてもらえますか?積層ピッチ、印刷速度、複数の円筒を出しているのか?
Leptonでは、ノズルが詰まりやすい条件がいくつかあって、積層ピッチを小さく0.1mm以下にする。印刷速度を40mm/sec以下と遅くする。複数の出力を同時に掛ける。こういうことをするとノズルが詰まりやすいです。
ノズルを通過する材料の量が少なくなると熱がノズル先端から上の方に伝わってしまい、アルミのヒートシンク部分の中の材料が溶けて金属の壁にへばりついてしまうようでした。(ピッチが小さい、印刷速度が遅い)
また、複数個を同時に出すと、リトラクトの設定によって物体と物体の間を移動した後の始めが上手く出ないと言う事が見受けられます。リトラクトは材料の特性によって、印刷温度と合わせて調整が必要で、自分もまだ納得いく設定が見つかっていないような状況です。