




PLAで積層が乱れる
いつもお世話になってます。
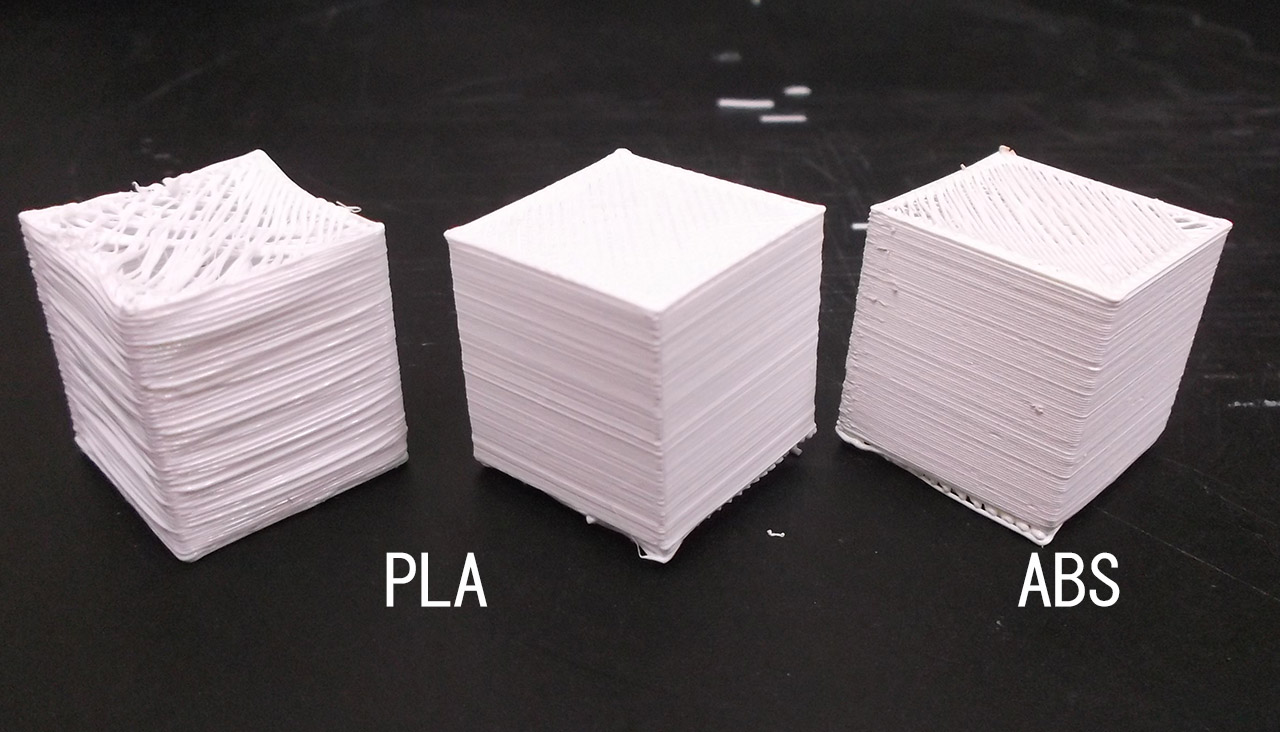
今までABSのみを使用していたのですが、今回初めてPLAを使用してみたところ、PLAでの印刷が悲惨なものになってしまいました。
写真はどちらも同じ条件で印刷したものです。(勿論、ノズル温度は違います)
※PLAがひどかったので、ABSで再印刷してみました。
同じフィラメントを他のプリンタで使用してみたのですが、まったく問題はありませんでした。
また、ノズル内に残ったABSが悪さをしているのかな?とも思い、300度で加熱した後、10cmくらいフィラメントを手で送って押し出してみたりもしたのですが、改善されませんでした。
どなたか知恵を授けてください。

> これはX軸のベアリングがほんの少しかたついていないか確認してみてください。
これは、どこのベアリングでしょうkか?キャリッジのリニアベアリング?それともプーリー部分ですか?
とりあえず、がたつきはよくわからなかったのですが、タイミングベルトの張りの調節とキャリッジ部分のボルトを締めなおしたところ幾分改善されました。
いろいろとありがとうございました。今後もよろしくお願いします。
Rexさん
まだちょっと基本的な積層の乱れがありますね><
これはX軸のベアリングがほんの少しかたついていないか確認してみてください。
あと真っ白PLA以外で一度検証もしてみてくださいね。
もしベアリングのかたつきが少しでもあるようであればGenkeiの方にベアリング交換依頼を出してみるといいと思いますー
扇風機の風を直接当てながら印刷してみました。
 ご指摘の通り、劇的に改善されました(真中)。
ご指摘の通り、劇的に改善されました(真中)。
(でもKato 様の印刷結果ほどきれいではありませんが、、、)
Kato 様、Quenta 様 ありがとうございました。
Quenta 様、ご教示ありがとうございます。
LeptonでPLAを使うのは初めてだったもので、、、
そういえば、ReprapのRostockの動画でも扇風機の風を直接当てて冷やしてましたねぇ。
USB接続の扇風機でも用意しようと思います。
※30mmファンを買うより安いので、、、
PLA…融点とガラス転移点の間が100℃以上ある ⇒ 昇温したあとのゴム状態が長い ⇒ この間はくっつき易く下の層へ接着しやすいのは良いのだが、垂れて流動しやすく、またゴム状態をゆっくりと経過する間に結晶が巨大化し、密度が上がるので収縮率が大きくなる ⇒ ある程度はさっさと冷やさないと垂れたり反ったりで、変形しまくる。 ∴吐出した後は、どちらかと言えば急速に冷やすのが良い。マシンは、筐体や壁を取り払って風通しを良くした方がいい。ホットエンドの温度を維持さえできれば、外から扇風機の風を当てるくらいの勢いでも良い。
ABS…融点とガラス転移点の間が20℃くらいしかない ⇒ 昇温してもちょっと冷えるとすぐに粘性を失う ⇒ 吐出安定が悪くなったり、レイヤ間の割れが起きやすい ⇒ ゴム状態をもう少し長い時間をかけて維持したい。また、結晶化が殆ど起きない共重合のポリマーなので結晶化による収縮は気にしないで良い。むしろ熱膨張が大きいので、高い温度のまま造形したほうが良い。∴どちらかと言えば排熱は悪くしたほうが良い。マシンも、筐体で覆ってしまって中を蒸し風呂みたいにしたほうがいい。
性質を理解するとキャリブレーションも簡単。蛇足だけど、ABSとPLAが圧倒的に人気なのは、他の熱可塑性樹脂(ナイロンとか)では冷却を早めると反りが減る代わりに接着が悪くなり、冷却を遅くすると接着がよくなる代わりに反りが増える… と、二律背反な感じになってしまうから。このABS / PLAは、とにかく排熱を悪くするか / 良くするかで良くて、本来の性能を発揮しやすいんだと思う。全部試してないから正確にはわからないけど。
検証実験ありがとうございます。
原因はよく理解できました。もしかして、この現象(小さいものを印刷するときなど)は常識なのでしょうか?だとしたら、あまりに無知ですみませんでした。
ですが、、、職場で使用している他のプリンタではこのようなことは起こらなかったので、、、
う~ん、奥が深いですねぇ、、、
(ABSじゃ熱収縮だけを注意していれば、殆ど失敗しなかったので。)
そしてこちらが綺麗にプリントされたものです。
配置は二つ離したところに置いてプリントしてみました!
私がプリントしたソフトはSimplify3Dで自動的に薄い部分や局所的に小さい部分をスピードダウンするようになっているのでそれも助けているかもしれませんが、し先ほどの再現例もKisslicerで行ったように設定したのでKisslicerでも同じようにプリントできます。
特に小さいものや先がとがっているものはPrime Pillar機能を使ってみると綺麗にプリントできます。
そしてプリント設定ですが、私の設定はほぼデフォルトと変化ありませんが下に記述してみますね。
(カッコ内はKisslicer上での名称)
積層ピッチ0.2mm ノズル径0.4mm ループ1 Infill0%
PLAのプリント温度210度 ベッド温度55度(ヒーテッドベッドを使う場合)
Retraction distance(DestringのPrime とSuck) 3.5mm
Retraction Speed (DestringのSpeed) 3500mm/min (55mm/s)
Coast at End とWipe nozzle (DestringのWipe) 両方ともオフ 0mm
Default Printing Speed (Speed) 3500mm/min (55mm/s)
X/Y Axis Movement Speed (XY travel speed) 8000mm/min (133mm/s)
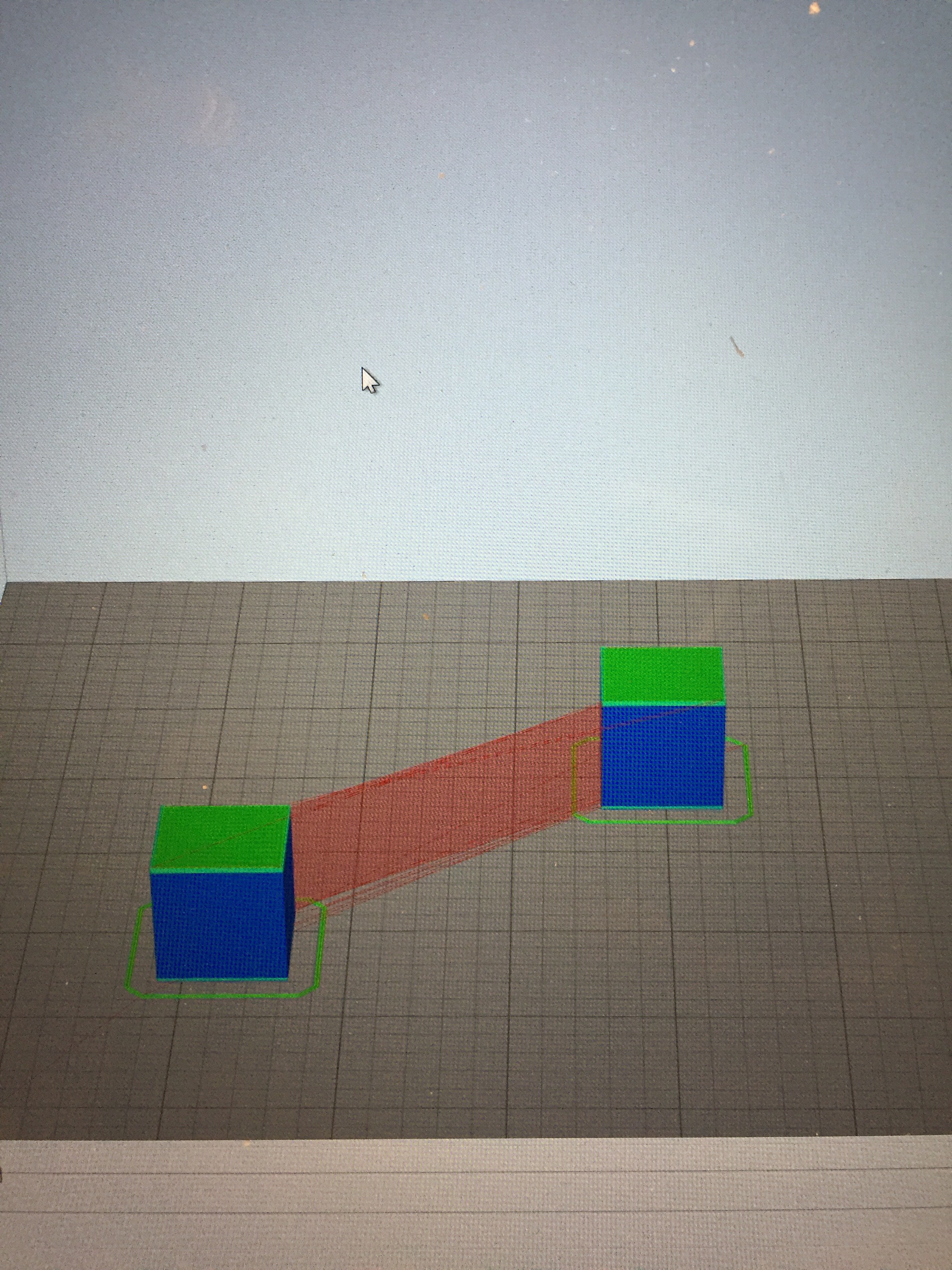
さてさて戻ってまいりました。 ちょっとわざと積層を乱した感じで私の方で再現してみましたー。
まず再現したものは以下です
プリント速度をRexさんの通り60mm/sにしてプリントしてみました。
さてここで注意してみていただきたいのがエッジと面です。 Rexさんの白PLAでプリントした物の面をよく見てみましょう。 ちょっとボヨボヨしているというか内側にへこんだり外側にへこんだりしていますよね、 これは高温によって線があやふやになったまま積層したためこのような現象になります。
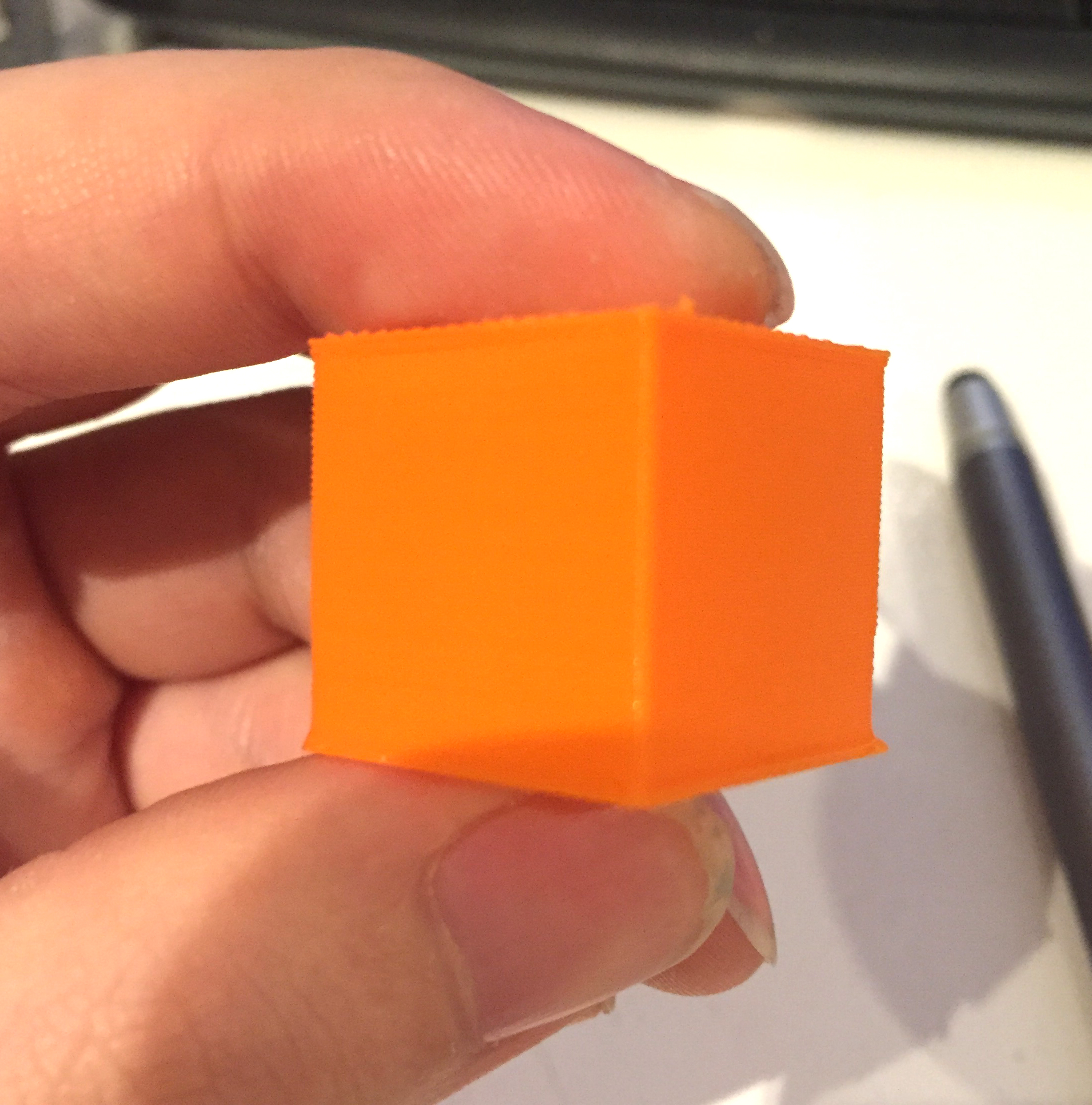
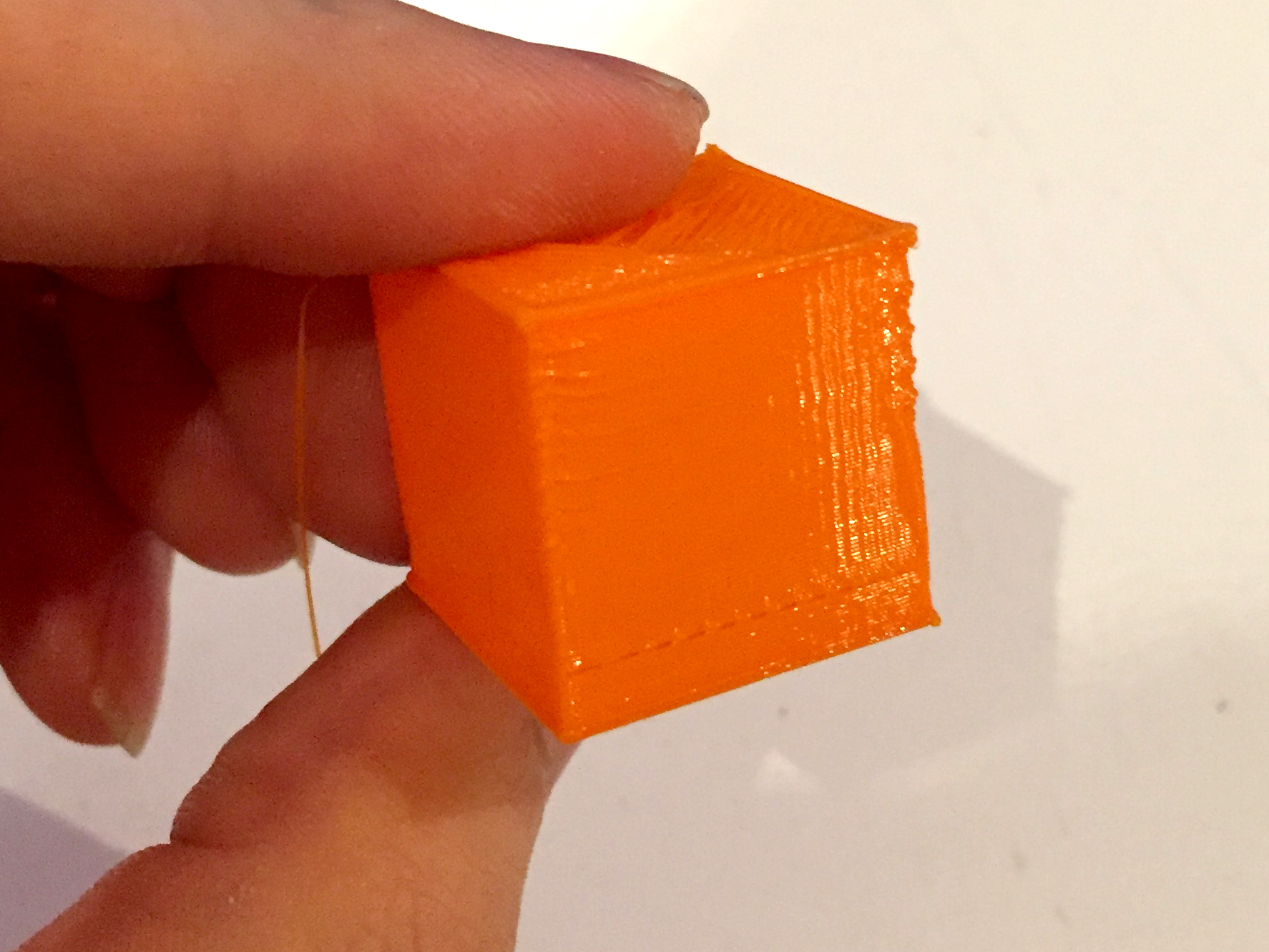
私のオレンジPLAでみると特にエッジに顕著に現れていますね。
特にお熱だなぁと思う部分は天板の部分です。私のオレンジPLAは指で若干隠れてしまっていますが、Rexさんの白PLAもだら~~んと垂れてしまっていますよね。 これは高温のノズルがずっとプリント物の上をウロウロ動いていて温度が下部のプリント物にドライヤーのように影響してしまっているわけです。
おうおうおう Rexがきれいにプリントできるまで見ますよー!!
ちょっと待っててくださいねー 戻りましたら再現した写真と 綺麗になった写真両方のっけますね!
3個並べても、ループを3にすると冷却不足で同じように汚いです。(;_;)
ピッチ0.2mmで速度60mm/sは早すぎるのでしょうか?
ちょっと仕事をサボって、テストしてみました。(笑)
モデルを3つ並べて印刷してみたところ、殆どABSと変わらない状態でプリントされました。原因はご指摘の通り「熱」のようです。
プリンタ自体は年中冷房のきいた部屋にあるので、大丈夫だと思ってました。(ABSでは段ボールで作ったカバーをかけて印刷しています)
追加のファンは必須ですか?
あ、みそとしては、 熱が冷め切っていないうちに次のループをプリントしてしまっているので、
フニャフニャな形状になったままその上にループを繰り返している。というのが今の状態かと思います。
要は冷却動作が必要という感じですね。
バーベイタム製フィラメントだったんですね! ホワイトはちょっと色素を出すための混ぜ物が生産元によって不安定になりがちなのでお気をつけを。
いやいやしかしながらLEPTONの力はこんなもんじゃないですよぉー!
ちょっと出先にいるのでまだ出来ないですが、私の方でRexさんの設定状態を再現して、そしてこう設定する、という流れを後ほど投稿しますね!
Kato様ご返事ありがとうございます。
教えていただいたことを、来週にでも試してみます。
ちなみにフィラメントはバーベイタムで温度は205度です。
(温度、高いですか?)
あと、ループ数1、充填率0%で印刷しました。
他にも猫ちゃんとか印刷しているのですが、どれもイマイチなのでここに投稿しました。
いっそのこと、ABS専用機にしてしまうか、、、
Rexさんこんにちわ!
おおー なかなか顕著に違いますね。
ちなみにどこのPLAでしょうか? ちょっと温度設定がかわるかもしれません。
XY軸の乱れかな?と思っていましたがABSではそんなひどくなっていませんね。
まずPLAにしたときに前のABSがチャンバー内にたまったままになっていると射出の流動性を悪くしますのでPLAに変えたときにはABSの温度で30センチほどPLAにゅるーっとだしてノズル内部をPLAのみに綺麗にしてあげてげください。 30センチ以上でもいいと思います。 ノズル内部の他の素材の残留物はかなりたまっているのでよーく取り除いてあげてくださいね。
あとプリントの状態ですが熱が相当たまった状態でプリントしているのかな?と見受けられます。
PLAは熱に弱い素材なので同じモデルでも大丈夫なので感覚を離して複数プリントしてみる、または逆に単純な形状でも大きなものをプリントしてみるのはいかがでしょうか?
あとループ数もまず小さいモデルなので3ループとかにして充填率も10%にしてみてちょっと基礎テスト的なものからやってみてみましょう。