




PLAの浮き上がりについて
こんにちは。
最近、TAITANを購入した者で、わからない事だらけなんですが
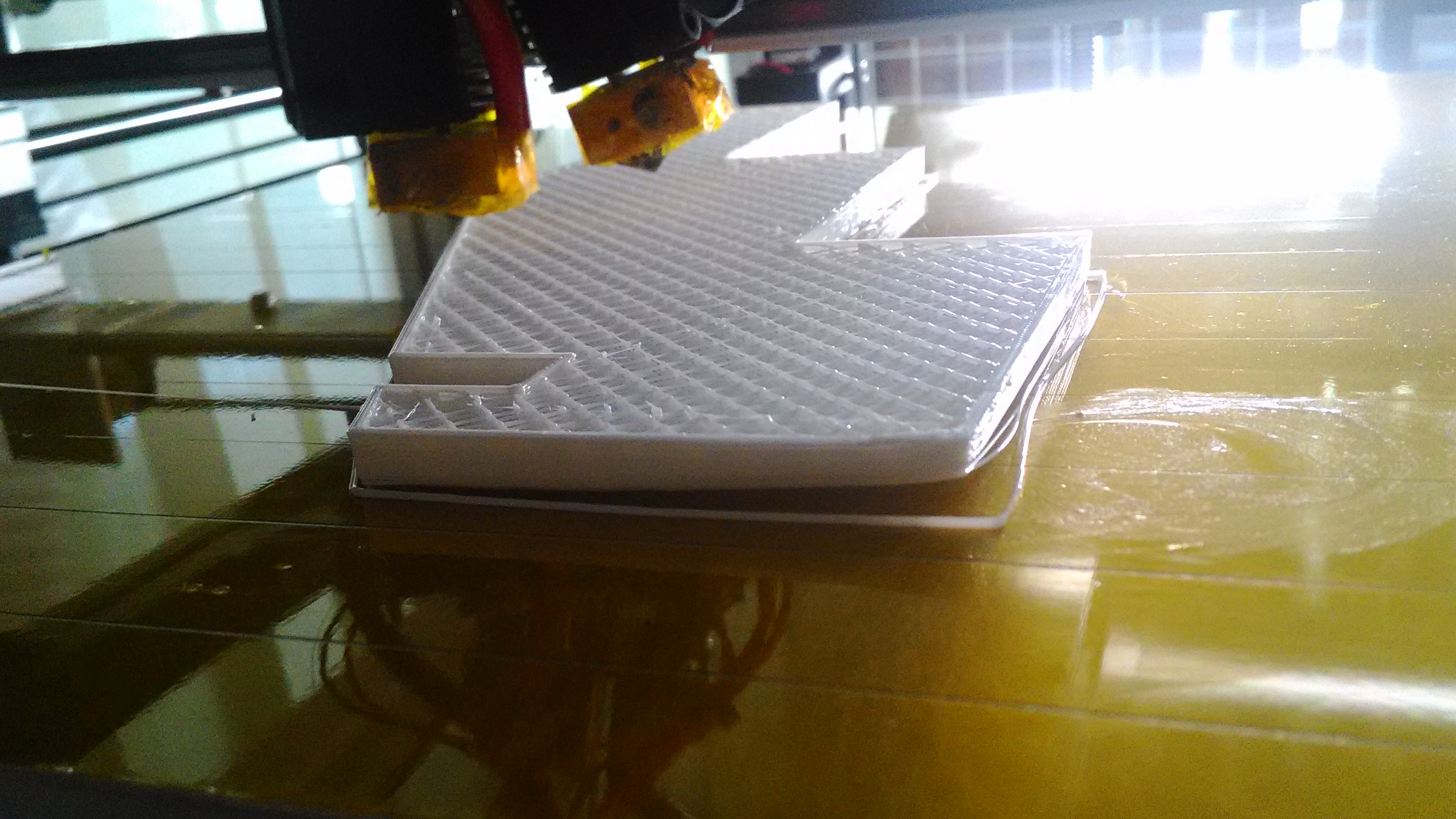
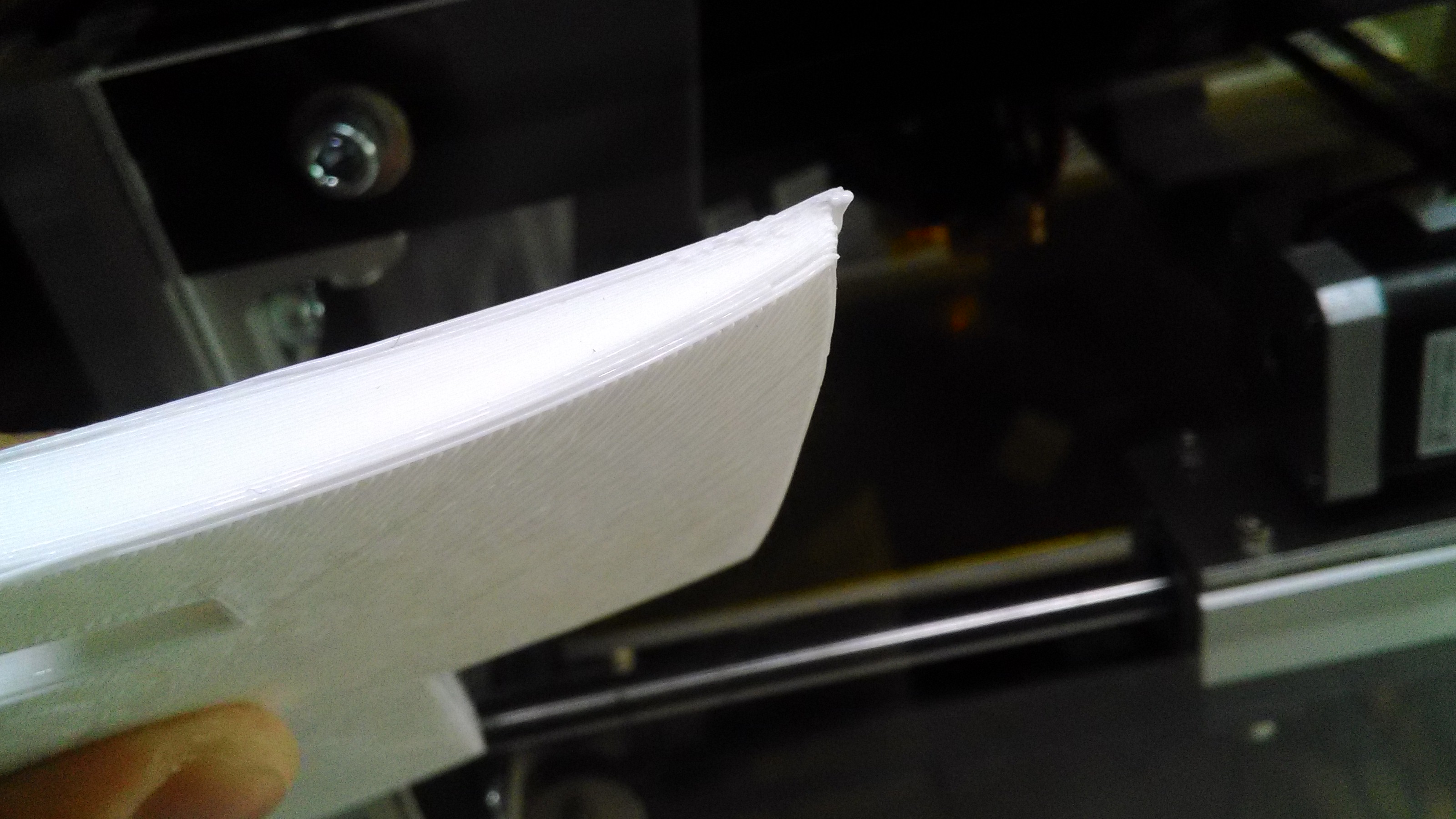
出力していると以下の画像のように1点だけ沿ってきてしまいます。
最初は良いのですがだんだん浮き上がってきて最終的に曲がってしまいます。
なぜでしょうか?
PLAで200度、ベッドは60度です。
宜しくお願い致します。
この反り問題は、熱で材料を融かすあらゆる3Dプリント方法に共通です。
反りが起きる原因ですが
- 結晶化に伴う、分子の密度の向上
- 加熱時の熱振動による膨張、そして冷却時の収縮
があります。PLAの場合は、1の方が、深刻です。温度を素早く下げないと、結晶が巨大化して、より硬く、小さく、もろくなります。そして一方で対策はおおまかに3種類ありまして
- PLAの場合、なるべく急冷して収縮を軽減したほうがいいです。ヒートベッドはオフで大丈夫でしょう。4cmファン程度ではどう足掻いても冷却不足になりがちです。扇風機の風をガンガン当てるのがかなり効果的でした。この場合カセットヒーターがパワー不足になる恐れがあるので、耐熱パテか何かで覆って断熱ましょう。また、扇風機のパワー次第ですが電圧が不安定になることがあるので、その際タコ足配線であまり他の機器をたくさんつけるのはやめましょう。
- 収縮はしても、反らないようなモデルに修正する。つまり、1レイヤー上に長い直線がなるべく描けないように肉抜きをすると、内部応力が断絶され、全体としては反りが軽減します。また、オーバーハングが水平に近くなるにつれ、これまた反りやすくなります。外周部がRの内側に向かって小さくなって反り返るのです。オーバハングがないようにモデルを変えるか、プリント方向を変えて実効のオーバハングをなくしましょう。冷却でもかなり改善されます。
- ベッドへの接着を強くし、強制的に反りを軽減することも可能です。色々試しましたが、オススメはケープとかいう花王のヘアスプレーです。幾つか種類がありますが、「3D」とかいうタイプの専用品が出ているので、迷うことはありません。無香で、ぬるま湯で流せるので便利です。均一な膜厚を得やすいのと、乾燥が速いのでスティックのりより良いです。PLAだろうがABSだろうが接着は抜群に良くなります…が、反面取れなくなることがあります。モデルの反りが少ない箇所に、剥離しやすい起点を作っておくと楽です。アセトンでPLAを溶かしてベッドにうす~く塗るというのも良いそうですね!
といったところです。どれも有効で、対策2,3はモデルによって使える手も違いますが1はやっておいて間違いなと思います。
Katoさん、返信ありがとうございます。
今度はノズルとベッドの開始距離を近くしてやってみます。
ところで、最初はRaftをつけてやってみたのですが、底面に張り付いてしまって綺麗にはがせませんでした。
その他、サポート材(PLA)を剥がすのに大変、苦労しました。
皆さんサポート材はどのように調整しているのでしょうか?
Suginchuさんこんにちわ!
おお 早速試されているのですね。
これはPLAの曳け、またはプリントの温度によって角がせりあがってきますが、
まずそのエッジ部分の一番最初のレイヤーはしっかりと面にくっついているかどうかを確認してみてください。
ちょっと空中気味にプリント開始しますとそのようになります。
プリント開始時の第一レイヤーはより押し付ける感じで射出するのがベストですよ。
Simplify3DのGcodeタブの左下、Global Gcode ofsetのZの数値を若干低くしてあげるとノズルとベッドの開始距離がさらに縮みます。
プリント第一レイヤーは一番大切なレイヤーですのでより射出したフィラメントを押し付けるようにプリント開始してみましょう。