




水溶性PVAがノズルから垂れる
先日、念願のSainSmartPVAフィラメントを入手し、早速Extruder2にセットして、サポート材のマテリアルに設定してプリントを行ってみました。ノズル温度は190度、ベッドは60度に設定してプリントしたところ、プリント中(特にExtruder1を待機している間)にノズルからPVAが垂れてきてしまい、それがレイヤー面にぶつかってプリントが失敗しました。その後、retructionを増やしてみたり、温度を180度程度に下げてみたりと、いろいろと試してみてはいるのですが、この現象が繰り返し発生して困っています。
使用プリンタはLepton、射出機構はT-lifterで、制御ソフトウェアはSymplify3Dを使っています。
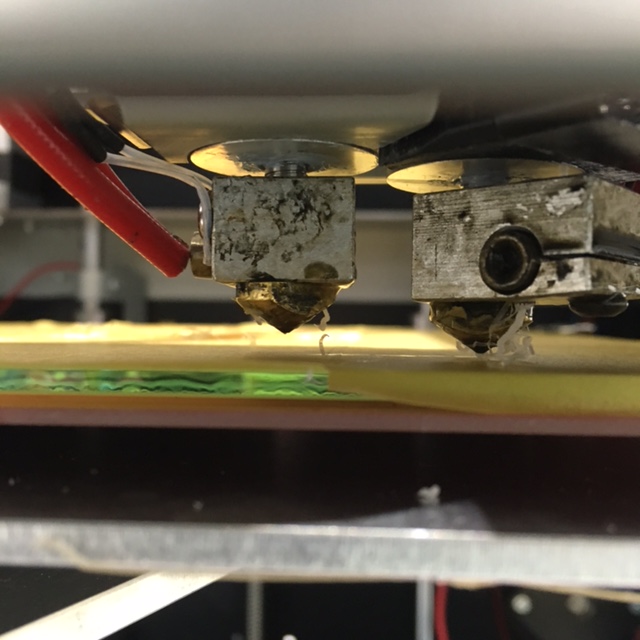
具体的にはこんな感じです。右側のExtruder2から白いPVAが垂れてぐちゃぐちゃになっています。これがレイヤーと衝突して、PVAなどを剥がし取ってしまいます。
どなたか対処法をご存じの方はお教えください。
Nyamさんこにちわ!
これはですね、スクリプトタブをご覧頂いたほうが良いと思います。
{IF OLDTOOL =1}G91
{IF OLDTOOL =1}G1 Z-0.2 F500 ;Zlift back
{IF OLDTOOL =1}G90
{IF OLDTOOL =1}G1 X123 F5000 ;Go to Xposition
{IF OLDTOOL =1}G1 Y3 F5000 ;Go to Yposition
{IF OLDTOOL =1}G1 X123 F500 ;Push finger T1 UP
{IF OLDTOOL =1}G1 X130 F500 ;Relaase Finger
{IF OLDTOOL =1}G1 Y15 F5000 ;Go back to printing
{IF OLDTOOL =1}G91
{IF OLDTOOL =1}G1 Z-1.4 F500 ;Z Move amount of T1-T0
{IF OLDTOOL =1}G92 Z[current_position_z]
{IF OLDTOOL =1}G90
{IF NEWTOOL =1}G91
{IF NEWTOOL =1}G1 Z-0.2 F500 ;Zlift back
{IF NEWTOOL =1}G1 Z1.4 F500 ;Z move amount of T0-T1
{IF NEWTOOL =1}G92 Z[current_position_z]
{IF NEWTOOL =1}G90
{IF NEWTOOL =1}G1 X126 F5000 ;Go to Xposition
{IF NEWTOOL =1}G1 Y3 F5000 ;Go to Yposition
{IF NEWTOOL =1}G1 X126 F500 ;Push finger T1 DOWN
{IF NEWTOOL =1}G1 X118 F500 ;Release Finger
{IF NEWTOOL =1}G1 Y15 F5000
{IF NEWTOOL =1}T1
{IF NEWTOOL =1}G1 E0 F1000
この
{IF OLDTOOL =1}G1 Z-1.4 F500 ;Z Move amount of T1-T0
と
{IF NEWTOOL =1}G1 Z1.4 F500 ;Z move amount of T0-T1
です。
;セミコロンの後に説明をいれておりますが、1.4mm移動となっています、 1.5mm差をつけたい場合はそれぞれプラスとマイナスに1.5といれてみてはどうでしょう??
Katoさん、さっそくのreplyありがとうございます!
おすすめいただいたように、supportの減速を20%程度にして、retructionを20mm、引き抜きスピードを1000としてみました。すると、垂れ問題は見事に解決しているようです!
ただし、どうやらbedにPVAがうまくくっついていないらしく、しばらくするとはがれてきてしまいます。見てみると、extruder2とbedの距離が離れすぎているような気がしています。ただし、Gcodeのglobal off-setをいじってしまうと、exturuder1とbedの距離も同時に変わってしまうため、どこをいじればextuder2とbedの距離のみを調整できるかわからない状態です。
上の問題の解釈が正しいとして、どこを調整すべきでしょうか?
Nyamさんこんにちわわ!
PVAですが、200度以下で射出されていて何よりです。 PVAはまず2つ対処すべき点があって、 一つは定着度合いです。 実はPVAはベッド面以外は剥離しやすいのでSimplify3Dのその他の設定でプリントスピードにあるサポート材のダウンスピードを20%(900mm/mm)にするなどして低速にする必要があります、
これだけで定着率があがるのでプリントが安定すると思います。
そして垂れに関してですが、
これは引き抜き距離とスピードが肝になります。
引き抜き距離が遠すぎても近すぎても垂れてしまいます。
速度は実は早い速度ではなく低速で引き抜くと良いという結果もあるので 3500mmの速度で引き抜かず1000や500で引き抜いてみてはいかがでしょうか?
距離も10~30mmのレンジで可変させてみると当たり所があるかと思います。