




小さい造形物
いつも大変参考にさせていただいております。
今回私が相談するのは、小さい造形物の細かい精度についてです。
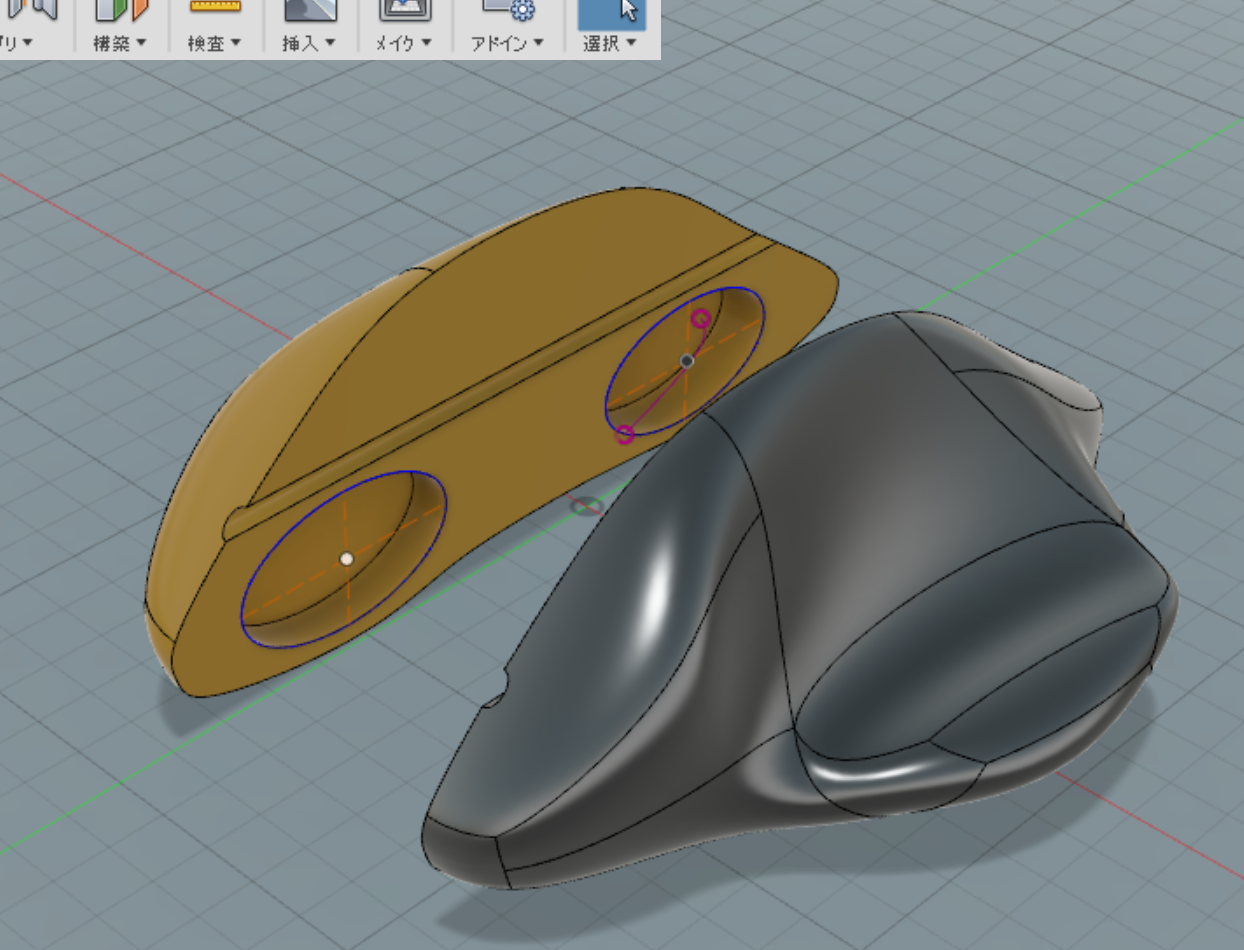
ABSでヘッド235度 ベット110度 積層0.2mm Simplify3D で作っています。下の画像の大きさは共に長辺が3センチほどで出力しているのですが
左の画像では穴がサポート材でがちがちに塞がれてしまったため、サポート材を粗くせっていたところ、今度は全体がグズグズになってしまいました。
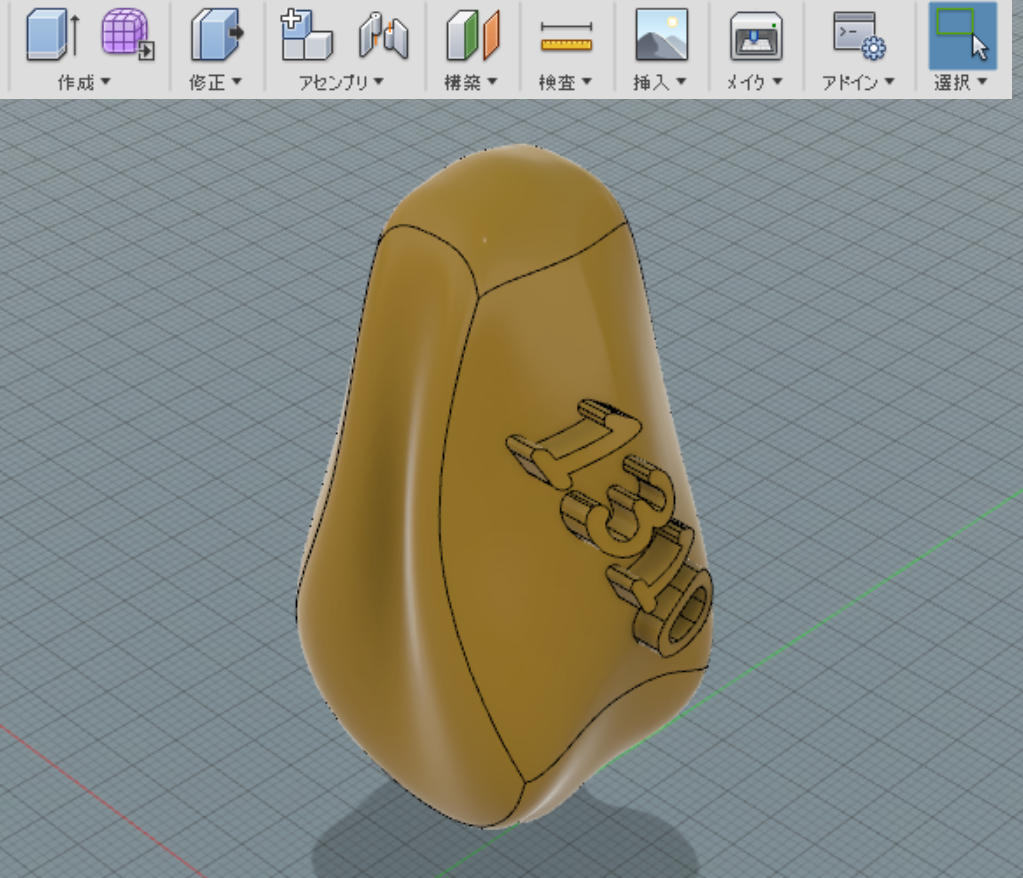
また、右の画像のボディに張り付いている文字ですが、綺麗に成型されません。サポート材を細かく設定するとこれもサポート材ががっちりくっついてしまい、
とりずらくなってしまいました。
初心者的なことだと思いますが、出力方向やサポート材の設定の問題か、leptonの調整や速度などの設定の問題かわからずで困っています。
何卒ご助言いただけると助かります。
1310さん
プリントするときの造形物の向きを変えてみるのはどうでしょうか?
穴あきの造形物の場合、穴が空いている面を上向きにして、穴の部分にはサポート材が不要になる状態で
プリントしてみるのもよいと思います。
ただ、その向きだと外形部分でサポート材が必要になると思いますが穴の中のサポート材よりは
剥がしやすくなるかなと思います。
文字が張り付いている造形物の場合は文字が上方向になる向きにすると文字部分にはサポート材は不要になると思います。
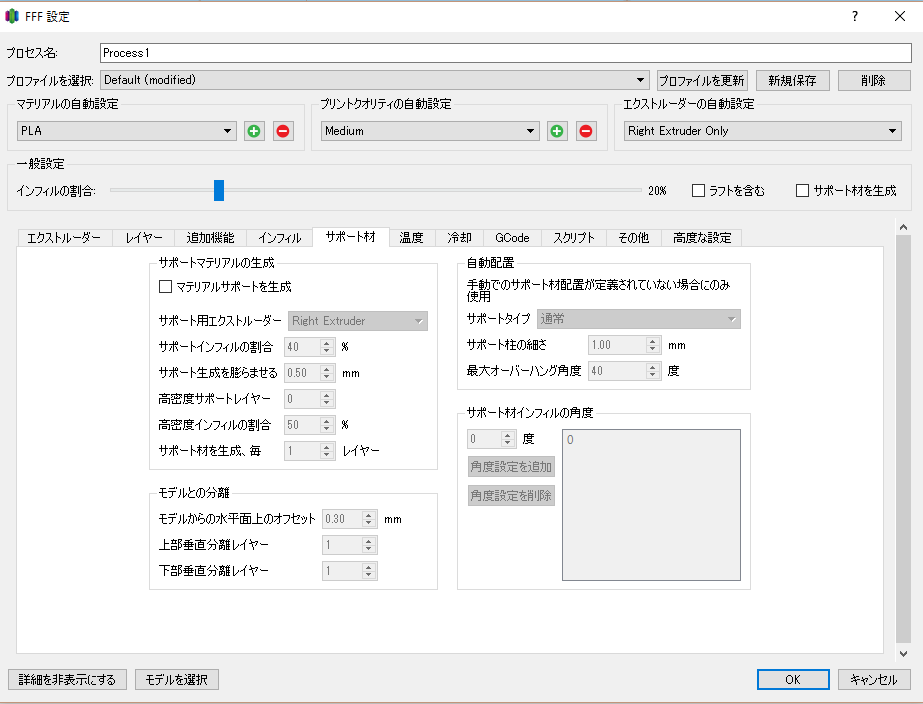
私は、普段あまりサポート付きの出力をやっていないので、上記の画面の数値に意味は無いのですが「サポート材を粗く」というのは、どの数値を調整されたのか教えてもらえると、ヒントがありそうな気がします。その他サポート材に関する設定をどのようにされているのかも気になります。
また、simplfy3Dでのモデルを配置した画面キャプチャや、出力した造形物のココが気になるというのを教えてもらうと気になる箇所の修正に関してアドバイスが出来るかも知れません。