




z方向の厚みが十分な造形物が作れない
高さが7mmの造形物を作成しようとしていますが、結果的には2mm程度のものしかできません。
造形終了時、Simplify3Dのマシンコントロールパネルの位置読み出しはz 7.36 となってます。
解決策がありましたら、ご教示ください。
ファンスピードを徐々にあげるのが肝ですね。
そうしたらFFF設定の冷却タブで 1レイヤー目0 2レイヤー目30 5レイヤー目60
など徐々に上がるように設定してみるとどうでしょう。
サーミスタのねじを緩めても、状況は変わりませんでした。
マシンコントロールパネルのファンのスピードを観察してますと、
ファンのスピードがが一気に100になるときがあり、それを手動で下げることによって温度の急な低下を止め、ストップしないようになりました。
ひとまずは対処できましたが、マシンコントロールパネルを見てなければいけないので、別途、対処法がございましたら、ご教示頂けますと助かります。
高さ方向の造形ですが、フィラメントのつまりが原因(一回造形すると必ずノズル付近が固まります)で、そのためフィラメントが送られていないためと分かりました。
ただし、造形のむらができています。本件につきましては、あらたなトピックとして挙げます。
どうもありがとうございました。
T0が温度エラーを起こしているのですね。
通常は平温度を読んでいますか? (たとえば-27とかマイナス値にはなっていませんか?)
また例えばですが、ヒートコアに取り付けてあるサーミスタのねじを少し緩めてみるとどうでしょう
Toolchange.fffのデフォルト にして実行してみました。
ツールチェンジは上手く動作するようになりました。
しかしながら、以下のようなメッセージでストップします。
読んでください:Error:Thermal Runaway, system stopped! Heater_ID: 0
読んでください:Error:Printer halted. kill() called!
警告:ファームウェアが応答しません。引き続き強制を試みています...
送信されました:M105
送信されました:G92 E0
他のフォーラムを参考に、カプトンテープを2巻ほどしましたが、同じエラーメッセージでストップします。
また、高さ方向もほとんど積層されてない状況です。
ご教示頂けますと助かります。
念のためToolchange.fffのデフォルトをこちらに貼り付けますね。
https://drive.google.com/file/d/0B01cBLhfzXMiS1lBOFNNZTYwV2c/view?usp=sharing
こちらでプリントするとどうでしょう?
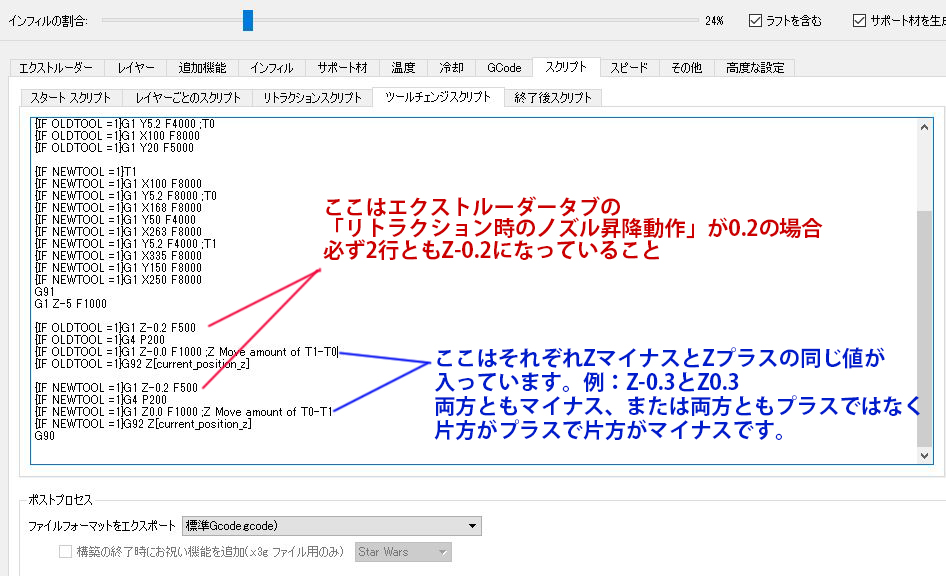
ツールチェンジスクリプトは上のとおりです。
いまは、2射出が調子悪いので、Prime extruder onlyで使用しています。
リトラクション時の昇降動作ですが 0.2mmを両方のエクストルーダーで設定されていれば大丈夫です。
ここで問題ないとなるとあとはツールチェンジスクリプト内容をコピペしていただければ!
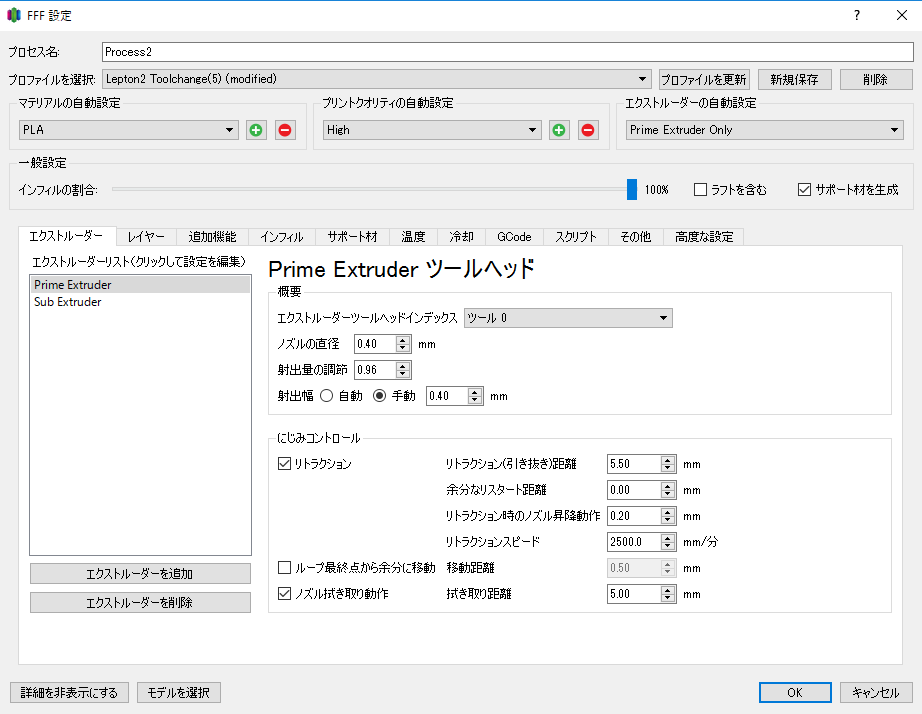
こちらがエクストルーダーの設定ですが、z-liftの値はどれになりますでしょうか?
どうもこんにちは!
なるほど 10mmは動いているのですね。
あ、 もしかしてツールチェンジスクリプトかエクストルーダーのZ-Liftの数値が変更されている可能性が大です。
プライマリーとサブエクストルーダーともにエクストルーダー設定の0.2というZ-Liftの数値はかわっていますでしょうか
Gcodeでz方向0.2mmのオフセットとして実行すると、やや厚みが出てきますが、十分ではないです。単純な長方形でインフィル100%として造形していますが、上記の写真のように”ひっかかりながら”造形している感じで、前の層を潰しながら造形している感じです。こういう状態が厚みが出来ない原因なのでしょうか?
確認したところ10mm動かしたら10mm動きました。
取り急ぎ、造形物のZ方向だけ多めの倍率にして作って応急的な対応を試みてみます。
別途、対処法がございましたら、ご教示ください。
なるほどです。 ちなみにですが、マシンコントロールパネルからZ軸をプラス10mm動かすと10mmうごきますでしょうか?
一応考えられるのが、16マイクロステップでの駆動ですが32マイクロステップ状態になっているとぴたり5mmに半減されるという感じです。
確認したところ、
#define DEFAULT_AXIS_STEPS_PER_UNIT { 80, 80, 400, 92.6019*5.18 }
でした。
すみませんが、別途、ご教示頂けますと助かります。
どうもこんにちは!
なるほど 恐らくZ軸の移動に対するステップ数が違っているのかと思います。
以前Saitさんが入れられたファームウェアのConfiguration.hがあると思いますが、
#define DEFAULT_AXIS_STEPS_PER_UNIT { 80, 80, 400, 92.6019*5.18 }
というのが正しい形です。 特に3番目の400がZにあたります
こちらになっているか確認してみてはどうでしょう?