




細いもののプリントアウト
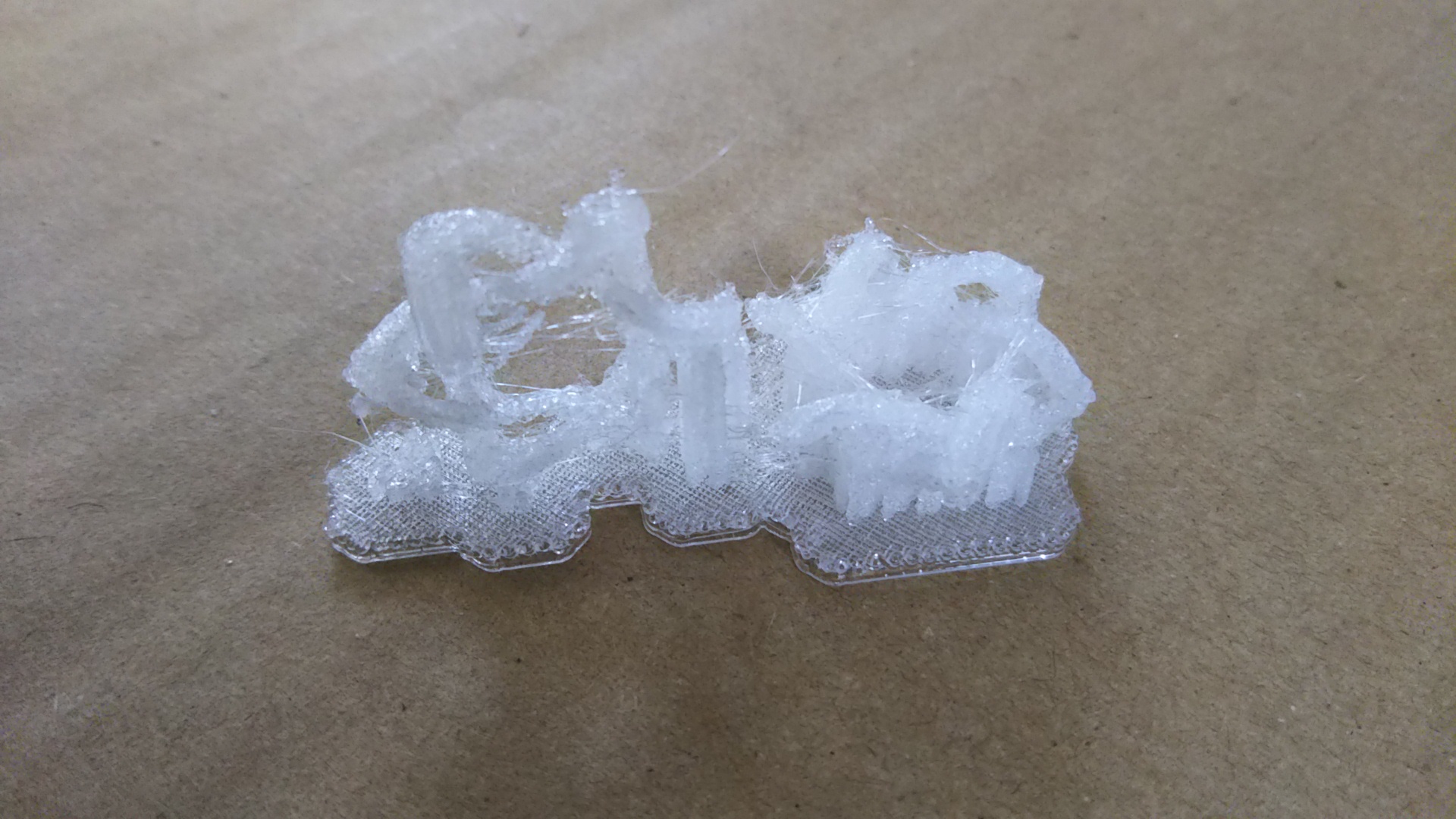 細いものをプリントアウトすると 糸を引いてモコモコなかんじになります。
細いものをプリントアウトすると 糸を引いてモコモコなかんじになります。
 データはこんな風なのですが、 設定についての動画は観たのですが、うまく設定が決まりません。
データはこんな風なのですが、 設定についての動画は観たのですが、うまく設定が決まりません。
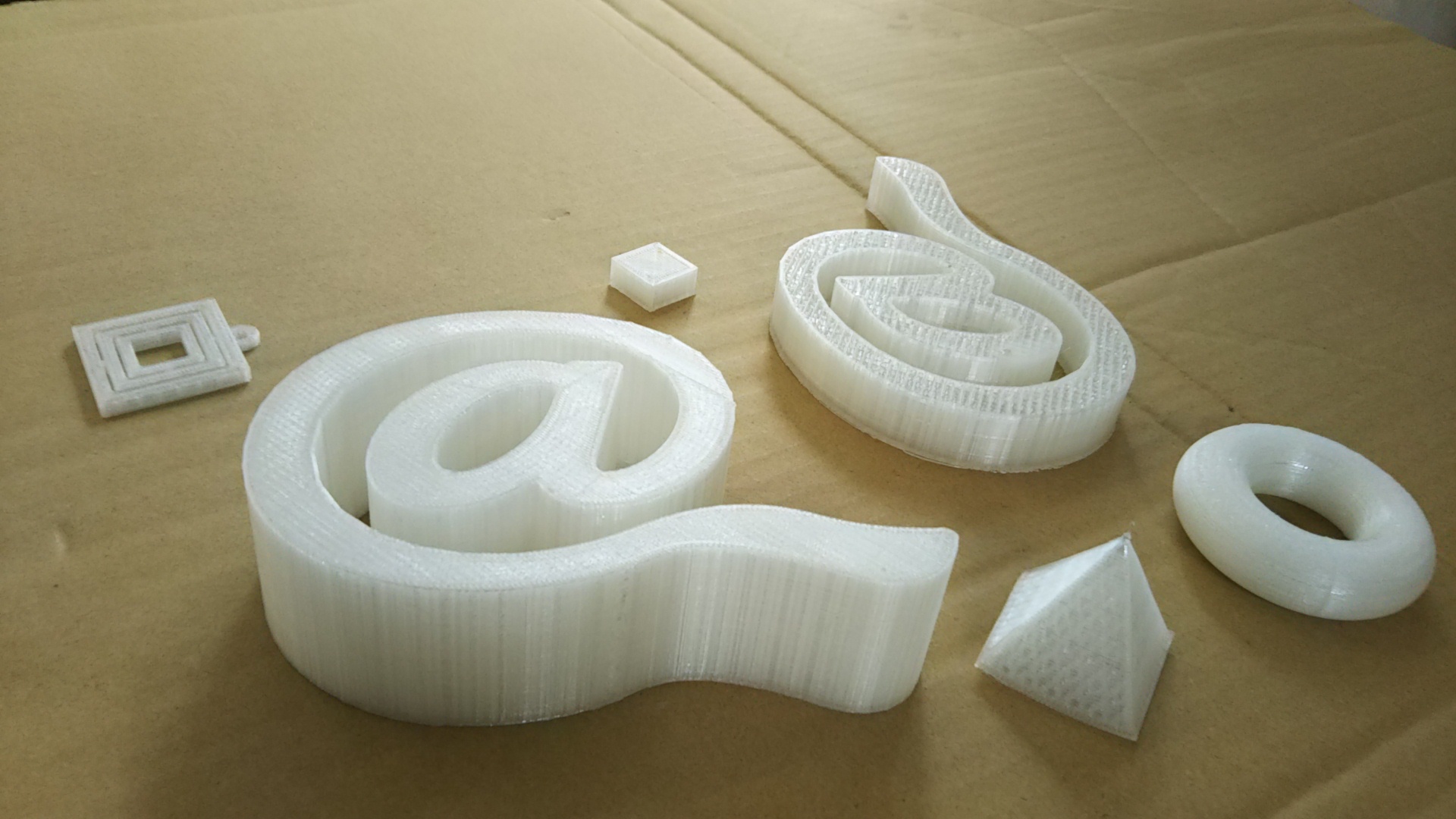 大き目のものは、写真のようにきれいにプリントアウトするようなのですが、どの当りがポイントなのでしょうか。
大き目のものは、写真のようにきれいにプリントアウトするようなのですが、どの当りがポイントなのでしょうか。
良くなったようで良かったです。
あとはサポート材をもっと増やしたり、印刷速度を遅くしたり、冷却を強めにするとより綺麗になると思います。
積層ピッチが今0.3mmぐらいかなと思いますが、0.2mmとか0.15mmとかにピッチを狭めるとオーバーハング部分がより綺麗になってきます。
積層ピッチを小さくするのであればサポート材を増やす事はやらなくても良いと思います。
ココにGenkeiさんが日本語で綺麗に出すための説明動画を上げています。これも参考にしてもらえると良いかなと思います。
https://www.youtube.com/watch?v=D5m6ELiipFc&list=PLT07qHfuPWbaM2S3nAc1vL6wnmiTijg7o
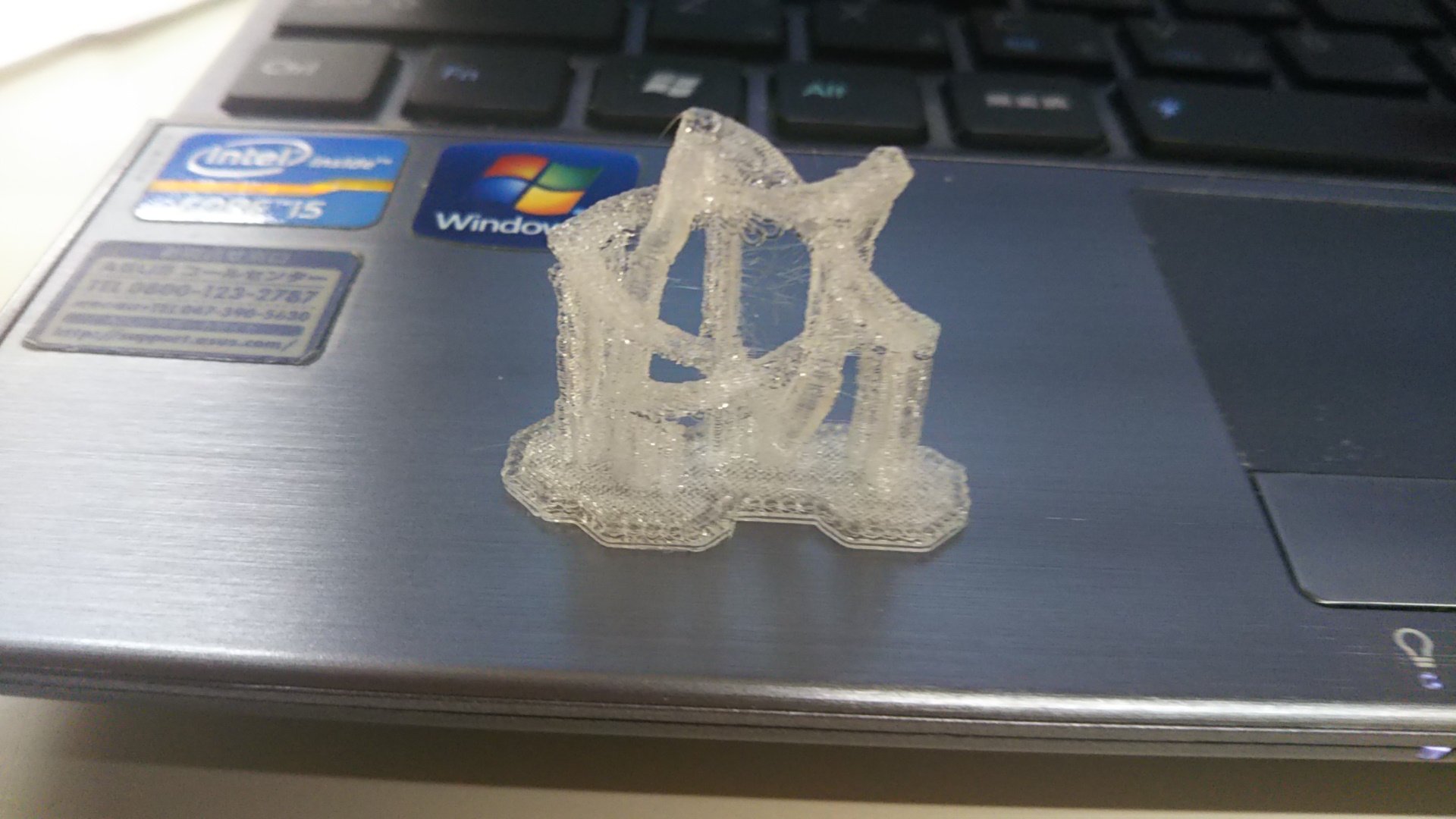
ノズル昇降 0
リトラクション 6.7
と 設定したしたところ、次の用になりました。
少し、イソギンチャクのような部分もあるのですが、はじめて、途中が切れずに作製できました。

アドバイスありがとうございます。
早速やってみます。 どうなったか?結果が出次第、写真をのせます。
細いものが糸引くと言うよりも、飛び地になっている造形が多いと糸引きやすいのかなと思います。
飛び地というのは、剣山のような形状をプリントするとちょっと書いて、何もない空間を飛び越えて次の場所に行って、そこでまた書くような形状をさしておりまして、その空中移動の際に糸引いてしまうのかと、造形物の大きい小さいはあまり関係ないのかなと思います。
こんな時に調整するのは、リトラクションとそのすこし下のリトラクション時のノズル昇降動作の2箇所です。材料を一度待避してから次の場所に移動するのですが、リトラクションを増やすとしっかり材料が引き上げられて糸引きにくくなります。1mm単位ぐらいで数字を大きくして行くことをお勧めします。私は7,8mmぐらいリトラクトしてます。
また、ノズル昇降動作ですが糸引き対策としては0にする事をお勧めします。ノズルが空中を移動するときに一度ベットを下げてから移動するように0.2とか設定されていると思いますが、0にすると出りょっくした所でノズルを拭き取るような移動になるので糸引きにくいです。ただし、造形物にぶつかって細かなところが壊れる可能性もあるので0にするのは善し悪しがあります。しかし、0が一番糸引きが少ないです。
参考になれば。