




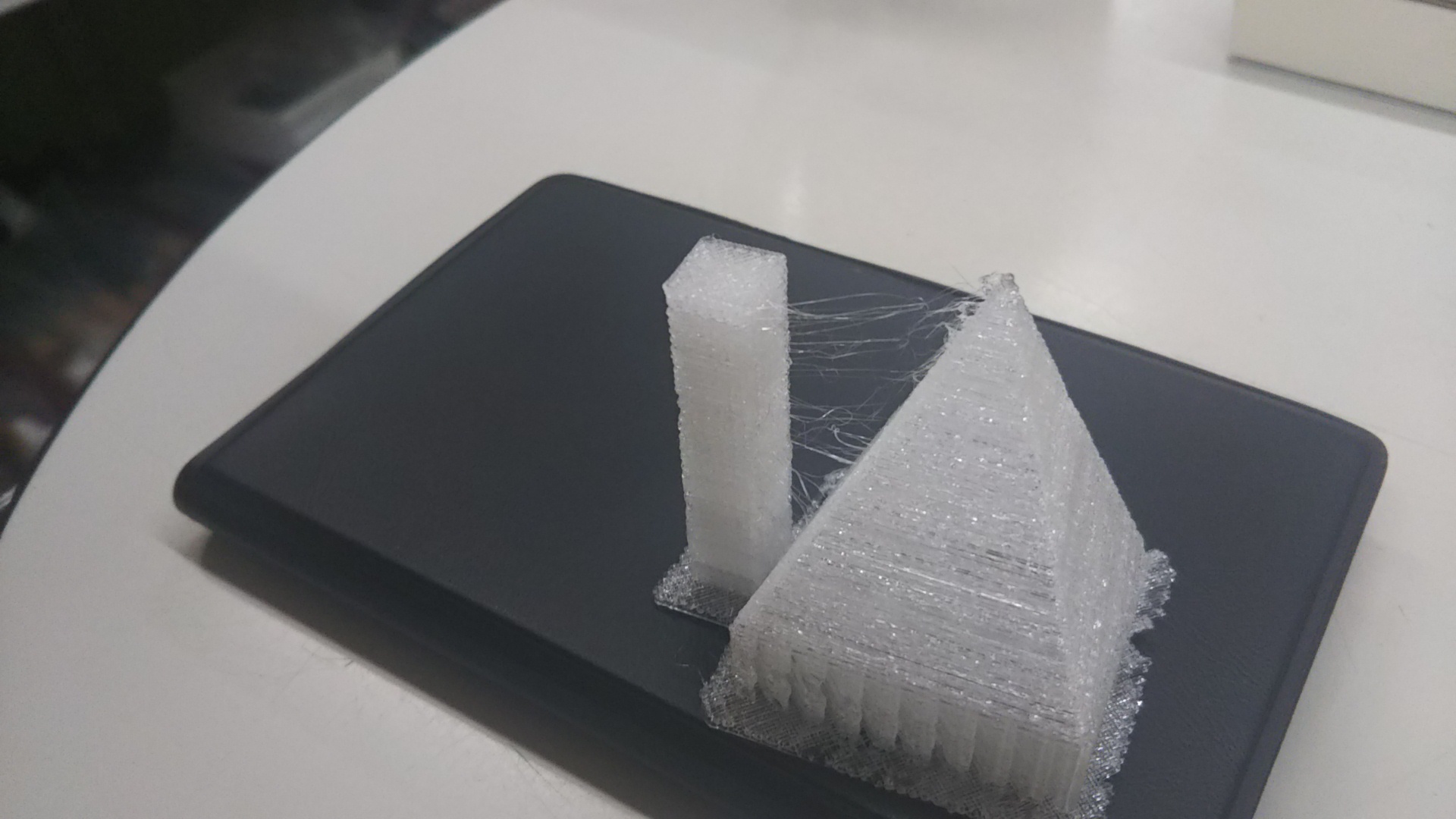
四角錐の 上部 を造形の設定
底辺が 3cmの四角錐の造形ですが、 上部三分の一が 質感もざらっとなり 溶けたような形でエッジが効いた形で印刷できません。
温度やリトラクトの距離を変更してみなのですが、今度はスカスカなになるだけで 結果に大差はありませんでした。
上部のレイヤーにいくと 速度を遅くできるとよいように思うのですが、どの数値を変更すればよいのか、設定の方法がよくわかりません。
お手数なのですが、レイヤー単位での速度等の変更方法をご教授おねがいいたします。
湿気の影響で上手く出力出来なかったというのは、昔勘ぐったことがありますがGenkeiで販売されているフィラメントに関してはさほど影響は出なさそうだなというのが今の所の個人的な見解です。
クリア系のフィラメントは白、黒などの着色されているフィラメントと比べて堅くて、折れやすい感じはしますが。袋開けたばかりのフィラメントと、雨の日を越えて空気中に放置しているもので造形の品質に影響が出たことはあまり無くて。
今回のような小さなものは普段出していないと言うこともあるので、新発見があるとうれしいです。
いろいろな、ログを確認したりこれまでの造形物を確認したりして、フィラメントが湿気を吸ってうまく行かないのでは?と、勘ぐってます。特に防湿していないので、現在は飽和状態のはず。一度フィラメントをかえてみます。
ありがとうございます。
教えていただいて点について、一項目ごとに確認してみたいと思います。
リトラクトを増やすと糸引きは収束して行きます。造形温度によって糸引かないリトラクト量は変わるので、1mmずつ増やして確認されると良いと思います。
最大でも9mmとか10mmぐらいかなと思います。あとはノズル移動時のz軸の待避を0にするのも効果的です。
それでも残ったヤツは、ライターとか、半田ごてとかの熱源に近づけて熱収縮を掛けてやると見えなくなります。ライターはススがつくので注意が必要です。
参考になれば。
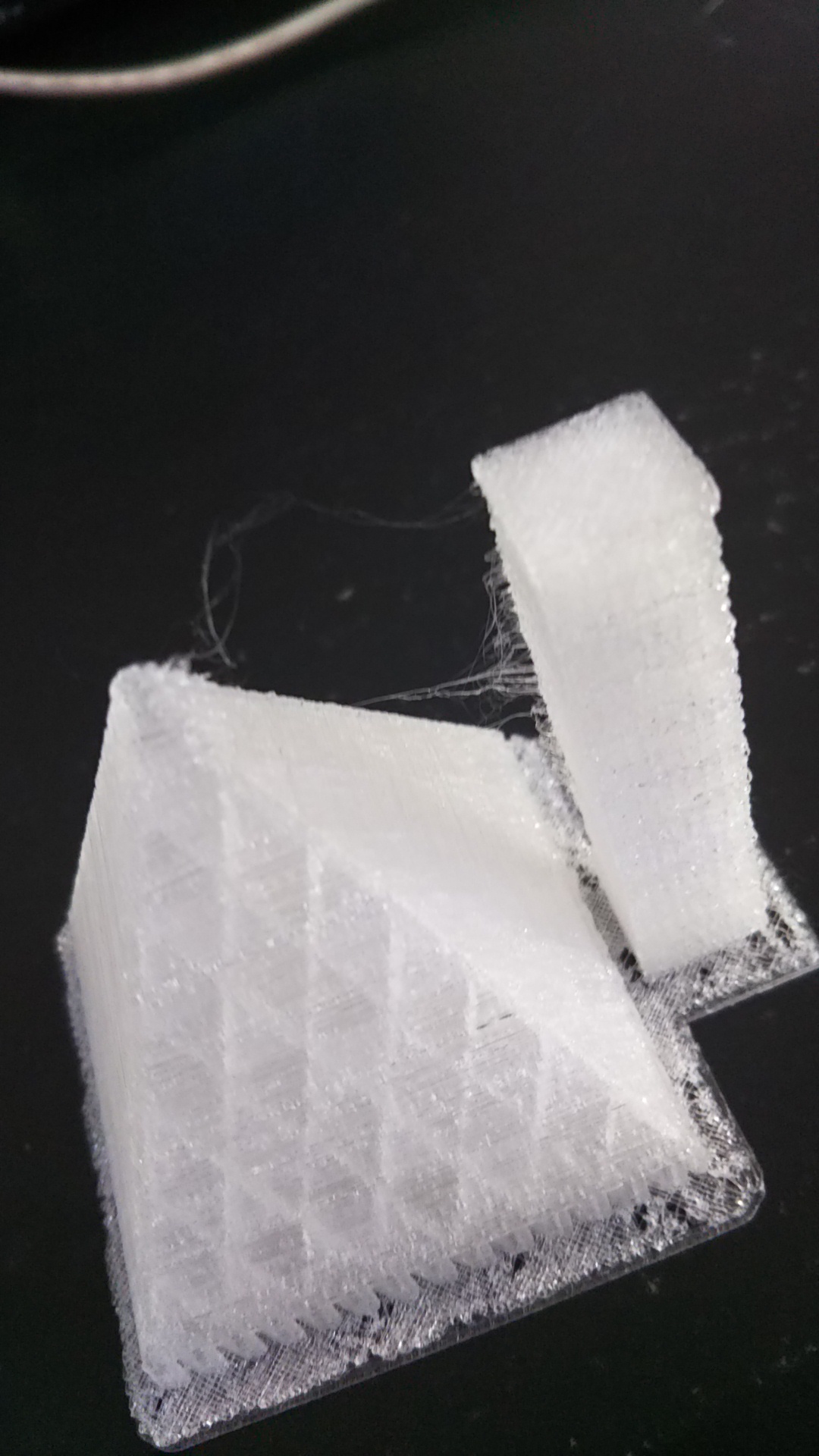
この、糸を引く感じは、なんともならんもんなんでしょうか?
温度が高すぎるのでしょうか
冷却の設定が分からないのですが、印刷速度自体が十分ゆっくりになっていますね。
プライムピラーも出力されているようですし・・。
あとは一度にさらに多くのモデルを出力して冷却時間をさらに稼ぐとかですかね。ノズルをより細いものに変えるのも効果があると思います。
あとは、荒技ですが手作業でヤスリがけするぐらいかと。
今回の場所は熱がたまりやすい先端の所なので、結構難しいですね。オフィシャルのトラブルシューティングも参考にしてみて下さい。
https://www.simplify3d.com/support/print-quality-troubleshooting/#overheating
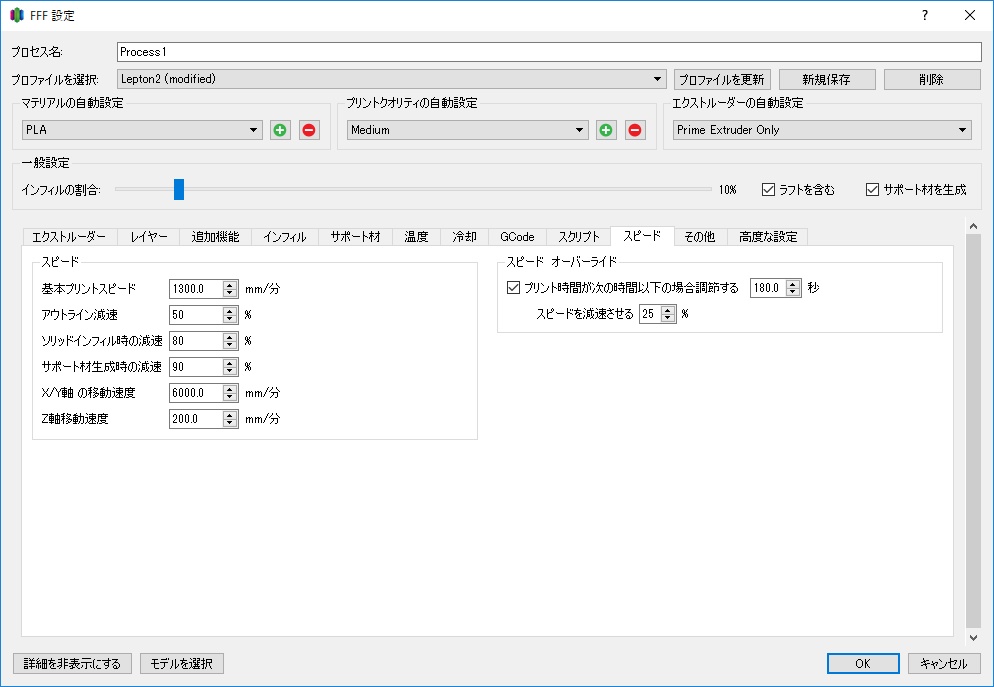

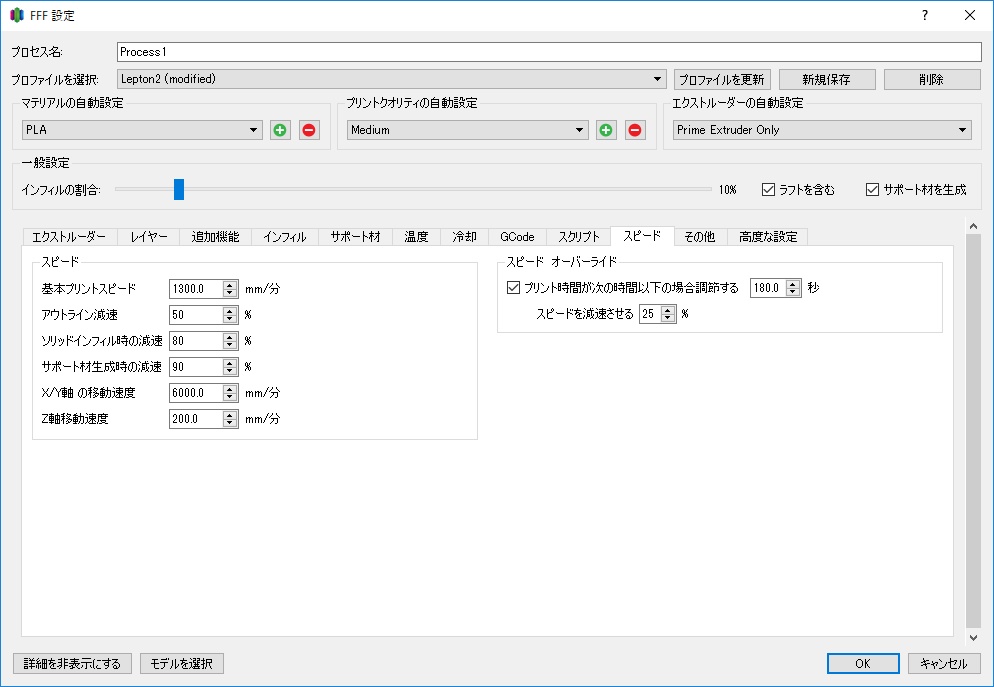
という設定です。
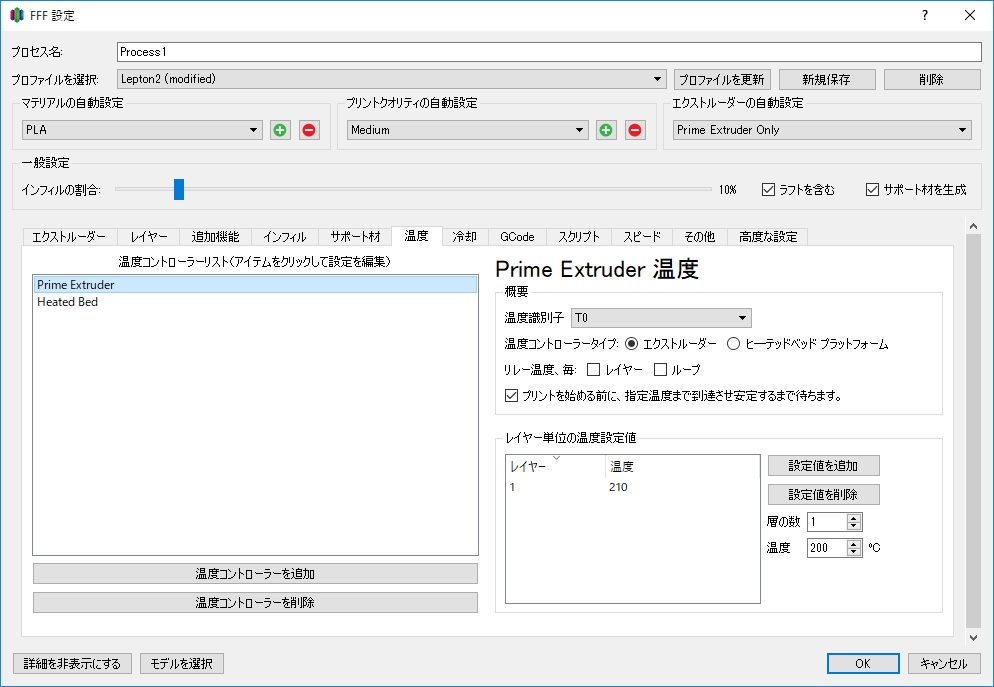
レイヤー毎に設定を細かく設定したいのであれば、プロセスを分けてやるのが良いと思いますが。
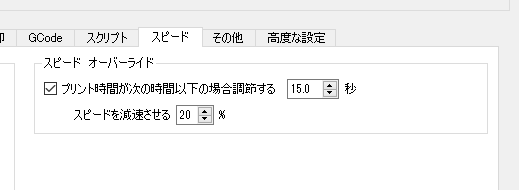
簡単にやるには、「スピード」→「スピードオーバーライド」の設定を使うと良いです。各レイヤー印刷時間が10秒以下の時に10%遅くするとか設定できます。
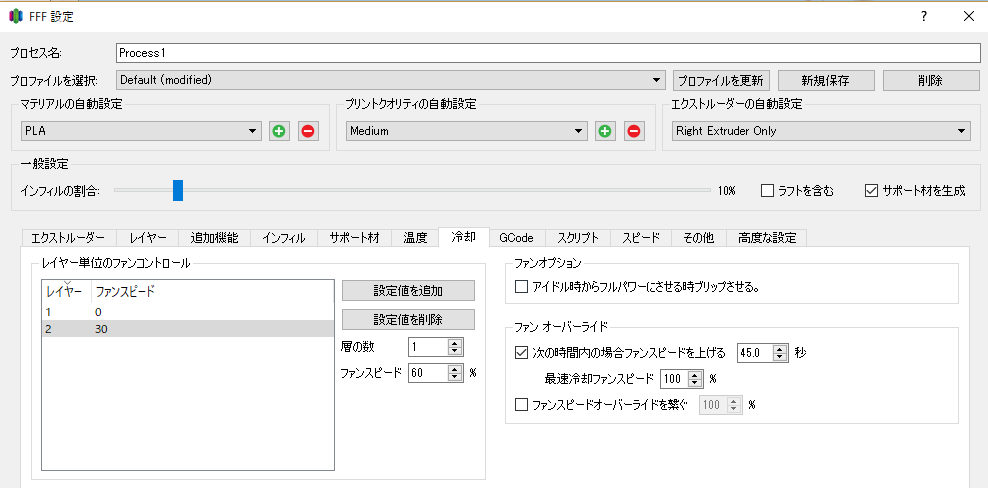
冷却のファンの速度も上げていくとより良いかと思います。「冷却」→「ファンオーバーライド」
2層目からいきなり100%速度とかになっていると、あまり意味ないですが。
ご指摘ありがとうございました。
素材は PLAでGENKEIさんのHPから購入したものです。
写真の四角錘は、HPからダウンロードした 設定をそのまま変更せずに作業したものです。
どうもこんにちは!
使用素材はどの素材でしょうか? Simplify3Dであれば自動的に上部は遅くなるのですが。
また素材のメーカーによっても様々変わると思うので設定情報と素材を提示した方がいいと思います!
書き忘れました。Lepton2を利用しています。