




ラフト設定を入れると描き始めがのZが1mmくらい上から始まる(V4.0.0)
何度もすみません。V4.0.0しか知らないのですが、ラフと設定を入れるとラフと設定のパターンよりも前に1mm程度の分厚いレイヤーが入り、造形できないです。V4.0.0だけの問題でしょうか。
azusa9様
トピック趣旨とは外れてしまうのですが、経験則、参考になりました。
私の経験則は逆で、ガラスを使うと熱伝導率が下がってベースプレート設定温度が高くなり造形開始までに時間がかかったのでアルミのヒートベッドに直にカプトンを貼っています。
こうすると、熱伝導はよくなって設定温度=ベースプレート温度くらいかつ 造形開始までの時間が短くなるのですが、ヒーターの反りがヘッドとベースプレートのギャップに影響してしまい、1stレイヤー厚を厚くして対応していました。
勤務先のcreator proでも同様の事象は発生しているので、熱変形の小さいガラス板のメリット改めて実感しているところです。
ただ、私の手がけるものはあまり水平性を気にしていないので(プラスティックなので、多少は変形できますから)、今のところ私の使い方では1stレイヤー厚を厚めですかね。
ラフトを使うときは薄くするのがよい感じと思いました。
1stレイヤーの高さ設定は気づかなかったです。勉強になりました。
私は普段ラフト無しで出していて、0.4のノズルのプリンタを使っています。
1stレイヤーは定着をよくするために、0.1~0.15mm程度の高さになるようにパーセンテージを調整しています。0.3mmピッチで積むときは30%~50%位の設定。0.2mmだと50%
仕事で使っていて、毎日プリントがあるのですが、プリンタベッドの調整は週1回~2週間に1回ぐらいやってます。
昔はヒットが心配でしたが、ガラス表面のカプトンテープを削るぐらいのヒットも経験して、ガラスが割れることは起きたことがないので、ヒットを心配するよりも定着をよくして造形失敗を減らす方向にしています。
こうすると、1層目はかなり外側に広がるのですが、それを打ち消すために底面は面取りして丁度よくなるようにしています。
少しでも、参考になれば
連続ですみません。
どうやら1stlayerの設定が原因で当たりのようです。
1stlayer設定を100%にしたらGcodeが変わりました。
/*前略*/
G1 Z0.500 F1000
; process Process1
; layer 1, Z = 0.500
T0
; tool H0.500 W0.864
; skirt
/*中略1*/
; layer 2, Z = 1.000
; tool H0.500 W0.800
G1 X117.395 Y114.534 F1800
G1 Z1.000 F1000
G1 E0.2000 F1200
G92 E0
/*中略2*/
; layer 3, Z = 1.222
; tool H0.222 W0.400
G1 X103.444 Y92.191 F1800
G1 Z1.222 F1000
G1 E0.2000 F1200
G92 E0
それにしても、1st layer 100%でZ 0.5でベースのピッチ0.5というのは、危険な数値な気がします。この危険に思える数値が実はノウハウなんですかねぇ。
自宅のreprap/*の設定*/で確かめてみました。
ラフトの設定ではなく1st layerの設定かもしれない?と、思っています。もともと凸凹回避で1stlayerを300%にしてあるところが怪しい。
ちなみに生成されたgcodeは以下です。
/*前略*/
G1 Z1.500 F1000
; process Process1
; layer 1, Z = 1.500
T0
; tool H1.500 W0.864
; skirt
/*中略*/
; layer 2, Z = 2.000
; tool H0.500 W0.800
G1 X117.395 Y114.534 F1800
G1 Z2.000 F1000
G1 E0.2000 F1200
G92 E0
明らかにZのパラメータがおかしいです。
オブジェクトはΦ20mm h=5mmのテストソリッドです。
今回ラフトを使ったのはベースプレート近傍の熱変形を回避する実験でしたので、プロジェクトの目的は手動サポートである程度達成できています。ただ、プライベートな私欲も含めて、ラフトの神髄は知りたいと思っています。今まで使ったスライサーではうまく剥がせたことがないので。
しばらく関連しそうなパラメータをいじってみようともいます。
そうなんですか、機械的な調整は問題ないのですか・・・
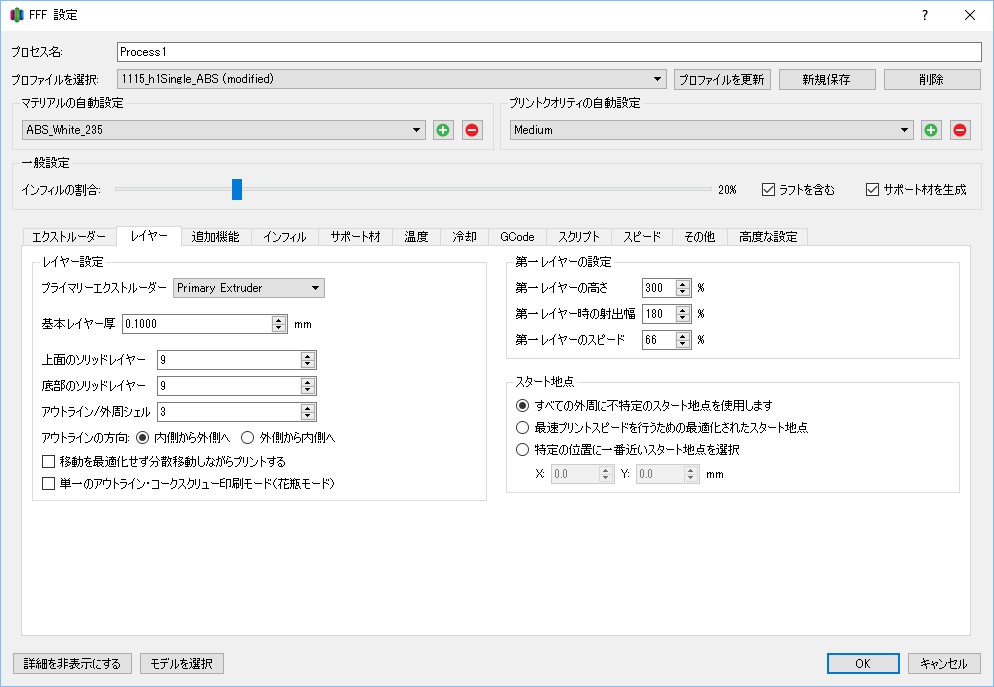
いちお私もラフト設定してみたのですが、こんな感じで浮くこと無く、かなりおしつけ気味なgcodeができて、実際の出力も上手くいくんですが。
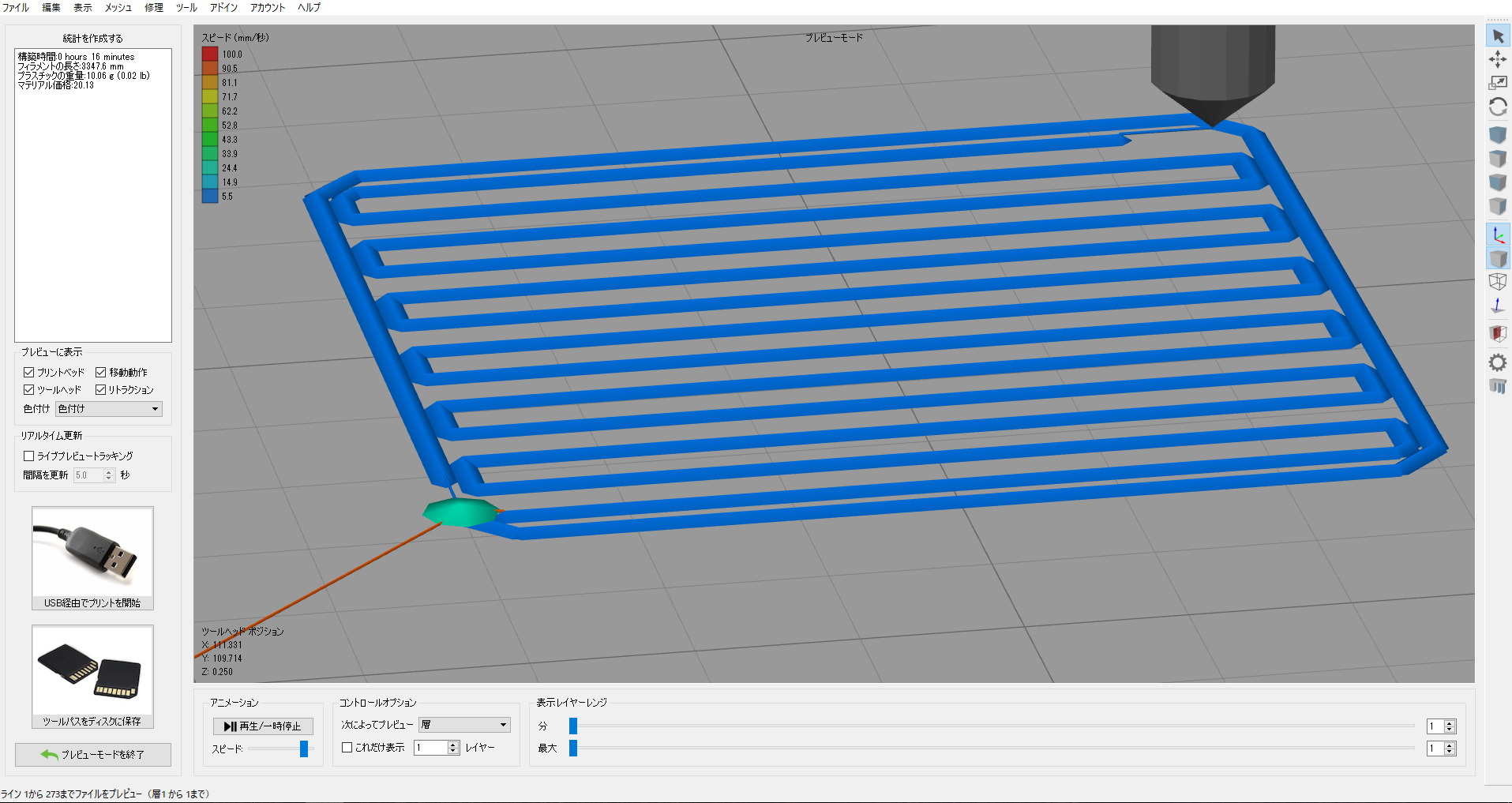
無理矢理、1層目を浮かすには、グローバルオフセットを掛けるもしくは、スタートスクリプト内でノズル位置の移動を掛けないとgcodeから浮いてしまうと言うのは起きないような気がします。
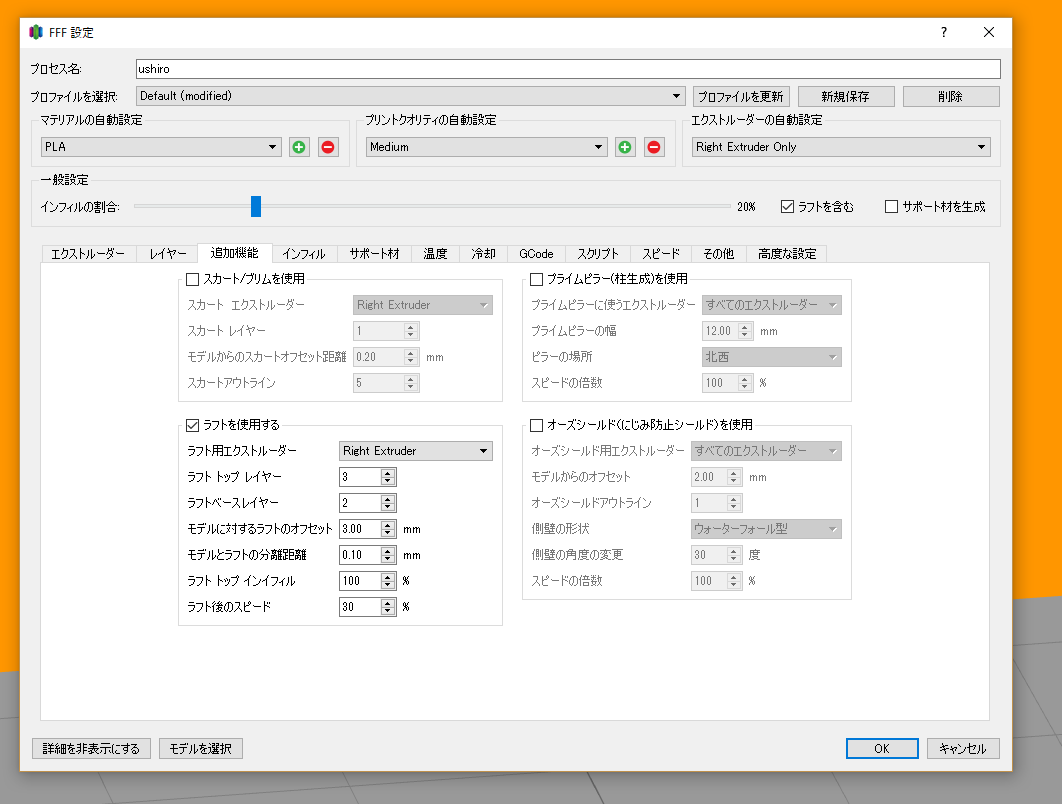
良ければ、プロセスの設定を全画面キャプチャして貼ってもらうとかしてもらえれば何か、分かることもあるかも知れません。
asusa9様
レスポンスありがとうございます。
勤務先のプリンタも自宅のプリンタもハード的な水平出し(ギャップ調整)は行っており、ハードに起因するものではありません。
「散らかる」という表現が悪かったかと思います。
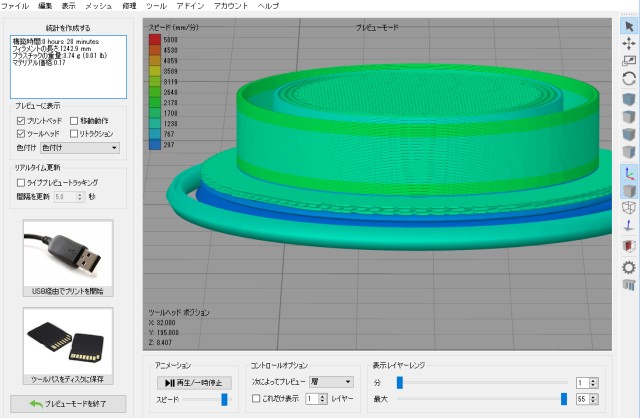
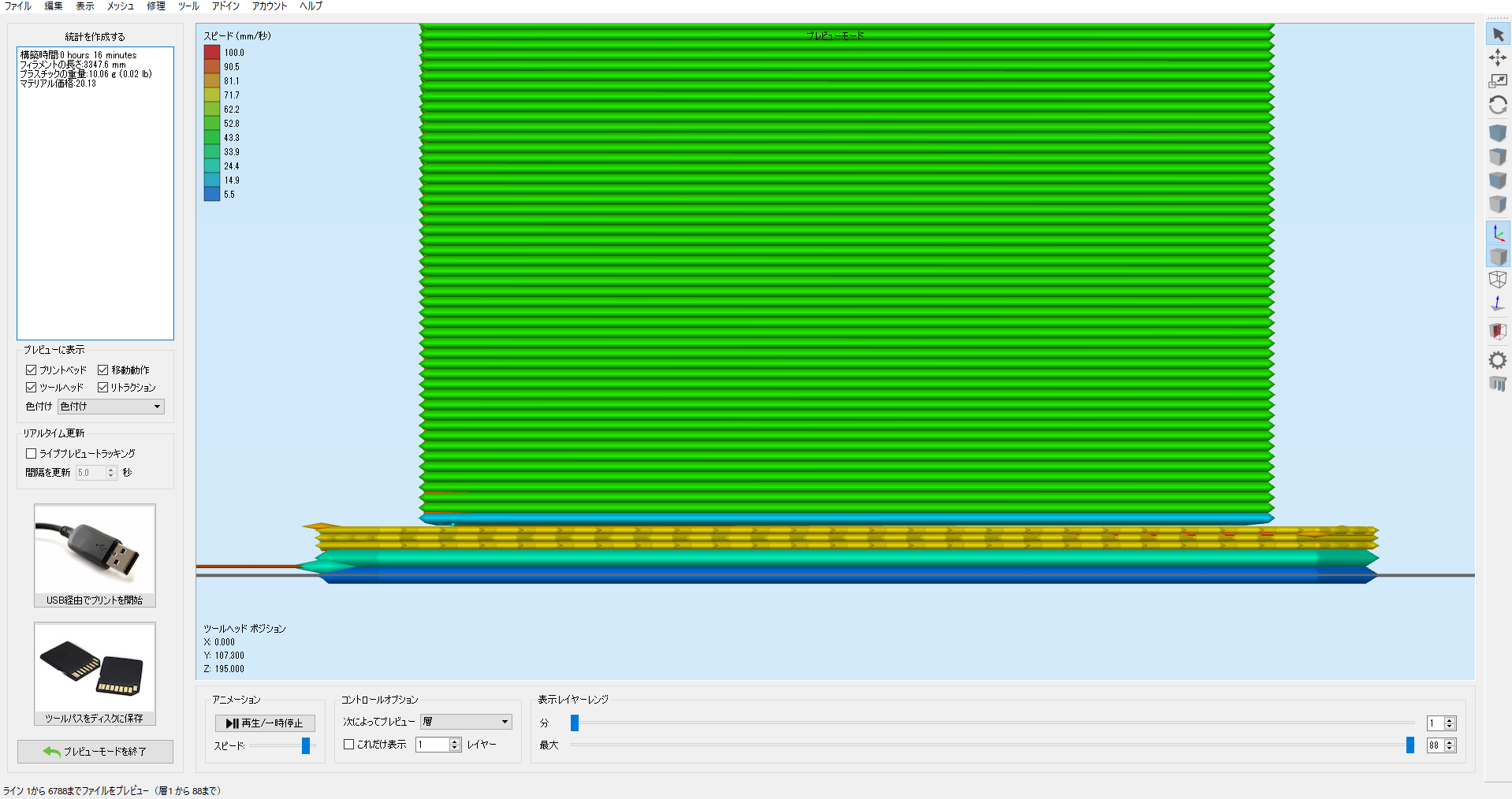
スライス後のgcode viewで、あきらかにノズル径より厚い層が1層目に作られており、これが空を描くように実行されています。
スライスを0.3mmにして確認していますので、おそらく1mmくらいの高さから積層が始まっているように見えます。
こうなると『定着』はありえず「ベッドにフィラメントをばら撒いている」といった感じで、造形開始直後に停止させました。
当然ですが、ラフト無しはばっちり定着しています。
ここまでの話はCreator Proでの動作なので、自宅のreprapでGcodeを確認して、またreplyします。
対応法等、アドバイスよろしくお願いします。
「射出されたフィラメントくずが散らかるだけとなってしまいます。」ここの内容をもう少し詳しく教えて下さい。V4のラフトですが、私は普通に使えていまして、それよりまえのラフトよりもベッドとの定着をしっかりとさせたり、表面が綺麗になるので、感心している位なんですが。
ベッドとの定着が悪いというのは、プリンタのベッドとノズルの間のクリアランスについて物理的な調整が上手くいっていないのかなと思ってしまうのですが、そこは大丈夫そうでしょうか。ラフト無しで印刷したときに1層目が綺麗に定着しているでしょうか。
ラフト無しで印刷したときに、1層目の定着が悪いようでしたら、機械的にベッドとノズルの間の調整を行った方が良いと思います。
グローバルオフセットを使うと多少は調整できますが、機械的に調整したほうが全体的に上手くいくように私は感じています。(プリンタによってはマイナスオフセットを受け付けられない機種もあるのでご注意を)
いかがでしょうか
azusa9様
言葉的にはご指摘のとおりです。
ただ、ノズル径よりも厚みのあるような積層を定着させるのは困難で、射出されたフィラメントくずが散らかるだけとなってしまいます。今のバージョンのsimplify3dはこの状態です。
過去の記事ではうまくできたという記事を見かけるので、昔はうまく制御されていたのかと推測しています。
スライス画像で説明するまでもないですよね?
今のところ暫定処置で、高さ方向にオフセットするstlをいれて、手動でサポートを入れてます。
ラフトってそう言う分厚い層を入れてテーブルのゆがみをキャンセルするための機能だと思うのですが。
現物の写真か、gcodeの画面で1,2層目を表示させて画面キャプチャしたモノを貼ってもらえると、私の言っていることがあっている確認できるのですが。