




Titan3 強化ガラスで、部分的高さ調整の方法は?
Titan3の強化ガラス版を購入しましたが、表面の凸凹が水平調整できないムラがあり、ソフト的に調整する方法があるようですが、ご存知であれば具体的方法情報お願いします。
凸凹の状態 手前から見て(1層目の射出状況から判断 高い:ほとんど印刷しない、やや低い:僅かに印刷が細い)
やや低い 高い やや低い
適正 適正 適正
やや低い 高い やや低い
この状況では、XY方向の傾斜では調整できない
着々と進められているようで、色々勉強させてもらっています。ありがとうございます。
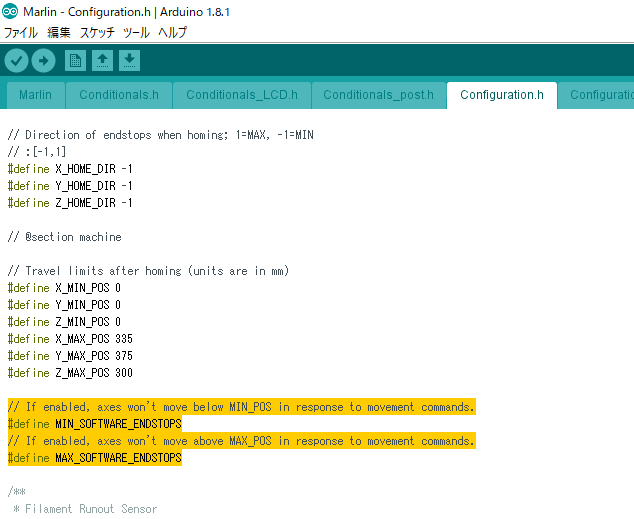
Z軸の範囲オーバーの移動ですが、マグナラクタさんが上げたファームだとソフトウェアエンドストップがONになっているようなので、マイナス方向の補正は出来ないように思えますが、私のソフトウェアの読み込みが甘くて間違っていたらすいません。
ちなみに、私の手元のTITAN3は手でスイッチを押して壊れなさそうな中間位置で強制的にホームあわせしたことにして液晶からさらにテーブルを上げる(Zをマイナスに移動する)指示を与えたら、テーブルが上に上がっていきました。エンドストップが効いていないようです。出荷のタイミングでパラメータが異なるコンパイルになっているのかなと思いますが、動くか動かないかは、事前に確認出来るかと。
Z軸は光学センサとかになってると少し行きこしても十分安全かと思いますが、今の金属バネのSwitchでも0.3mm程度は押しこんでも機械的に少し余裕がありそうですから大丈夫かなと個人的には思ってます。
(昔は、ベッド調整が面倒と言う事でsimplify3DのgocdeタブのグローバルオフセットのZをマイナスに設定してよくプリントしていました。このとき1層目の高さ以上のマイナス値はセットしてなかったですが)
メインのメッシュ調整からはずれますが、少しは参考になれば。
なかなか時間が取れないので、中間ばかりで申し訳ない
titanのZ軸のホームセンサーの構造から、ホーム位置からマイナス設定を行うことが、問題ないのかという疑問に突き当たっています。https://sesiro-kosaku.com/2017/12/17/3dprinter-15/ で、「原点位置からはZ軸を下げられないと思うんだけど・・・。なにか設定があるんでしょうか・・・。」と書かれているのと同じかと思っています。が私も取り合えず強行。
全体のレベル合わせ 一回全部初期状態に戻して現状の隙間確認(Z軸原点を少し下げておいて、1mmの隙間ゲージがスルーするZの軸値 i.e. 相対数値で値が大きいほうが隙間大、XYはSimplify3Dでの表示)
| Y= | 440 | 0.6 | 1.1 | |
| Y= | 300 | 0.5 | ||
| Y= | 160 | 0.6 | 0.8 | |
| X= | 13 | 163 |
313 |
X=313の前後差は修正不可なので、0.2mm調整 調整後は下記
| 440 | 0.6 | 0.5 | 0.8 | 0.6 | 0.9 | |
| 370 | 0.5 | 0.4 | 0.6 | 0.4 | 0.8 | |
| Y | 300 | 0.5 | 0.3 | 0.5 | 0.4 | 0.7 |
| 230 | 0.5 | 0.3 | 0.4 | 0.4 | 0.6 | |
| 160 | 0.6 | 0.4 | 0.6 | 0.4 | 0.6 | |
| 13 | 88 | 163 | 235 | 313 | ||
| X |
ここで、0.9の(313,440)の地点で紙一枚になるようにZ軸を調整(これは0.3のところで行ったうべきだったかもしれない)
Mesh Bed Lvering の結果は下記 印刷状態は、(Xn, Yn) =(0, 1), (2, 1) は隙間が広い、(1、2)は狭い。マイナス方向の調整は、Z軸センサーに干渉して必要以上の補正値となっている可能性がありそう。
受信: 0 1 2
受信: 0 -0.60000 -0.30000 -0.60000
受信: 1 -0.80000 -0.50000 -0.70000
受信: 2 -0.70000 -0.30000 -0.50000
個々の数値を変更するコマンド G29 S3 は M500後では利かなかった。(M500前に確認する予定が忘れてしまった)
印刷時に、GAPが広かったのでSimplify3dのGcode設定で、修正を試みたが効果はなく、高さ調整ねじで調整を行った。
Meshの測定位置と実際の造形位置も弊社の方で確認してみますね。
1st.トライの状況 途中経過で申し訳ありません。
1st.try 結果
それらしい値が保存されている。この時は、ファームupdateに続いて実行したためか、移動時にZ軸リフトが行われなかった。翌日の2ndトライでは、homeからの移動を含めて移動時には10mmヘッドが上昇する動作であった。移動時にベッドを痛めることはなさそう。ファームのupdateは電源のOFF/ONを実行するほうがよさそうだ。(当然USBも外して確実に電源を落とす)
M500
Settings Stored (453 bytes)
送信:G29 S0
受信:State: a?aa?3
受信:Num X,Y: 3,3
受信:Z offset: 0.00000
受信:Measured points:
受信: 0 1 2
受信: 0 +0.60000 +1.80000 +0.50000 途中でSimplify3dでZ軸を動かしたので1.8は変
受信: 1 +0.30000 +0.60000 +0.30000
受信: 2 +0.30000 +0.70000 +0.40000
測定位置の追加確認
ベッド上(X,Ymm 大体の値) (84,240)(187,10)(280,10)…(187,130)…(280,240)
X方向で見ると、ベッドのサイズは330mmなので中心は165mmで187mmは少しずれている(オフセットが20mm設定されているのかもしれない)。間隔は98mmで正常範囲か
Y方向で見ると、ベッドサイズが320mmなので中心が160mmで、30mmはずれている。ここは調整したい所である。
simplify3dでg29 でメッシュレベリングした後、データを反映させるためにはM500 になります。
途中経過で申し訳ありません。ベッド調整の結果は次回
Arduino 1.8.1 by Arduno CC で U8glib なしでコンパイル、Updateができました。(1.05ではコンパイルが通りませんでした。U8glibを入れたら通るかと思いますが、先を急ぎます)
Arduino 1.8.1 のシリアルモニターでTitan3に接続すると、簡単な情報がかえって来ます。(1.05ではbauレートが250000に設定できないので、文字化けしていました)
①echo:略 Compiled: Mar 1 20184 → Compiled: Apr 5 2018 作業した日付に変わっています。当然ですが、Arduinoは書き込む時にふつうは毎回コンパイルするのでこうなる。
②echo: M92 X80.00 Y80.00 Z1600.00 E92.60 → echo: M92 X80.00 Y80.00 Z800.00 E92.60 Configration.h のコメントの 「* 482行目 Z軸の昇降動作の係数(デフォルト800)、10mm昇降したときに5mm動いた場合は2倍の1600を入れてください。」が対応忘れの可能性が示唆されます。実際、ベッドと干渉しない位置にヘッドを動かしておいて、Simplify3D のJogコントロールでZ軸は 10mm移動指定で5mmしか動きませんでした。
Configration.h 482行目 #define DEFAULT_AXIS_STEPS_PER_UNIT { 80, 80, 1600, 92.6019 } で再Update。 10mmの移動指定で10mm移動しました。また、XYZ各移動方向は正常でした。
③新しく以下のechoが帰ってきていますので、9点のZ軸補正データの用意が完成していると思われます。
echo:Mesh Bed Leveling:
echo: M420 S0 Z0.00
echo: G29 S3 X1 Y1 Z0.00000
echo: G29 S3 X2 Y1 Z0.00000
echo: G29 S3 X3 Y1 Z0.00000
echo: G29 S3 X1 Y2 Z0.00000
echo: G29 S3 X2 Y2 Z0.00000
echo: G29 S3 X3 Y2 Z0.00000
echo: G29 S3 X1 Y3 Z0.00000
echo: G29 S3 X2 Y3 Z0.00000
echo: G29 S3 X3 Y3 Z0.00000
④その他は変わりありませんでした。
立て続けにて失礼いたします。
新しいファームを入れた際は 必ずXYZ軸の各移動方向をまずご確認ください。
またZ軸の移動距離が10㎜動かしたときにちゃんと10㎜動いているかもご確認ください。
現在弊社の方でもメッシュレベリングをデフォルトの外側から70㎜感覚で行ったところ滞りなく作業が可能でした。
もしかしますと北畠さんの採りたい範囲はもうすこし大きめかと思いますが取り合えず70㎜では問題ございませんでした
1.8.1でコンパイル通りましたらそちらでも大丈夫だと思います。
現状確認しておりますのが1.6.9-1.6.13です
北畠さん Lepton2の動画になってしまいますがU8glibはインストールしなくて大丈夫です。http://wiki.magnarecta.com/?Lepton2#essb5197
こちらの動画のU8glibを入れないでそのままの通りに行っていただければ幸いです。
MaganaRectaさん、ありがとう。フォーラムだとちょっと遅れがでそうですね、サポート10万円の価値はありかな。
確認しますが、ArduinoIDEは、ソフトウェア解説ページの指定の1.05ではなくて、Titan3のwikiでは1.6系を指定いたと思いますが、どちらでもいいのでしょうか? ライブラリの新旧で混乱しませんかね?
ちなみに、私は 1.8.1を使っているので一回コンパイルが通るか確認してみます。
Wikiの方にも使用方法を載せておきました。
使用時、特にG29 S1での開始時にXYのホームポジションから70mm70mmの位置に移動したときが開始地点ですが距離が納得いかない場合はファームウェアの883行目を任意の数値にしてみてください。
※XYの距離はそれぞれ別の数値を入れることが不可能になっておりますのできをつけてください。
今回再リンク致しましたファームウェアはMeshBedLevelingをONにしたものになります。
やり方は
1. Use G29 S0 to get the current status and mesh. If there’s an existing mesh, you can send M420 S1 to use it.
G29 S0コマンドは現在のステータスレポートになります。もしすでにメッシュレベリングされている場合はM420 S1を入れますがまずこれは忘れましょう。
2. Use G29 S1 to move to the first point for Z adjustment.
新しいファームウェアを入れてから G29 S1 をSimplify3Dから打ち込むと一旦ホームしてファームウェアのデフォルトではXYホーム位置から70mmの位置に第一ポイントに移動し
3. Adjust Z so a piece of paper can just pass under the nozzle.
Z軸の調節を行います 紙一枚用意し、ちょうどいい塩梅にZ軸の昇降を行ってください。
4. Use G29 S2 to save the Z value and move to the next point.
次にG29 S2 をいれ次のポイントに移動します。 次のポイントでも紙一枚使用しZの昇降調節を行ってください。
5. Repeat steps 3-4 until completed.
3番4番の繰り返しです。 G29 S2をひたすら行っていきましょう。
最後9ポイント目の計測が終わると戻ります。
6. Use M500 to save the mesh to EEPROM, if desired.
最後にM500と入力しエンター これでメッシュレベリング完了です。
北畠さん
ファームウェアのURLですが新しいものになっておりますので再ダウンロードの際はもう一度Wikiのリロードをお願いいたします。
色々勉強になります。
Simplify3DのBed Leveling Wizardは、手動で機械的なテーブルの調整をするときの補助的な動作をしてくれるだけで、普通の調整と何ら変わらないかと思います。私はモーターOFFにして、Z軸だけホームに移動させて、その状態でヘッドを手で直接動かして紙を挟んで調整しています。この手でヘッドを動かすと言うのをsimplify3Dがやってくれるぐらいの機能のようです。
G29は、確かに手動でベッドレベル調整をファームウェアに対して覚えさせるやり方のようですね。
ただ、私の手元のTITAN3ではG29は有効になっていませんでした。ファームウェアを調整して使える様にしてからの作業になりそうです。ただその後も液晶ボタンからはその命令も送り込めないのでPC繋いで手動でコマンド打ち込むかんじでちょっと面倒そうです。
Send: G29 S0
Recv: ok
とだけでてきて、残念でした。
 view?usp=sharing
view?usp=sharing回路基板の出図締め切りとの格闘の間にやっているので、なかなか進んでいません。
とりあえず、高さのデータを取ってみたところです。センターの値がずれているので(2.5, 162.5)ずれています。また、測定範囲は最大印刷領域の半分としています。
xmm 85 165 254
ymm 159 0.4 0.7 0.4
229 0.4 0.7 0.4
299 0.5 0.7 0.6
いわゆるかまぼこベッドで高さの差が0.3mm、0.2mmで造形すると最下層が50%なので最大2層半ぐらいずれます。部品の検査は?と思いますが。
今、2つの方向で調査をしています。 Simplify3DのBed Leveling Wizard と Marlinを触る方法です。 前者https://www.simplify3d.com/support/articles/perfecting-the-first-layer/ 後者 https://sesiro-kosaku.com/2017/12/17/3dprinter-15/ とか http://marlinfw.org/docs/gcode/G029-mbl.html
Titan3のMarlinデータはソフトウェア解説ページ 12/08/2015 アップデート になっているので、Titan3に対応していないと困りますが
私は動かしたことがないので結果は教えてもらえると勉強になります。よろしくお願いします。
ちなみに、ちょっと調べてみたのですが
https://www.youtube.com/watch?v=x8eqSQNAyro
この動画を見ると、ノズルとベッドの距離を一定にするための調整が自動で行われるようになるようです。今回の0.1mm程度の誤差を補正するのにはあまり向いていなさそうな気もします。
ベッドの微細な凹凸の補正が掛かったとして、テーブルが微細なゆがみに合わせて上下しながら造形する事によって、底面の平面度が出るかというと、ガラス面の凹凸がそのまま出てくる事に変わりは無いのかなと。機械的に平面度を上げる事が今回の目的に対しては一番近い解決策なのかなと思います。
(別の動画で、1cm位厚みのあるガラスを使っている動画もありました。1cmはやりすぎかなと思いますがそんな人もいました。)
皆さんありがとう。
自己レスです。やっと、言葉が見つかりました。Gコード G29 Mesh Bed Leveling
関連のGコードを適切に設定して、Simplify3Dの初期スクリプトに記入する方向で検討してみます。うまくいけば結果報告します。
造形物底面の平面度をガラス面の転写で実現したいという事だったのですね。
そういうことをしたいのであれば、より精度良くなるように改造しないと難しそうですね。
たぶん標準スペックでは難しいのかなと思います。出来るかはマグナ(Genkei)に相談となるとおもいますが、ガラスをもう1枚購入して2枚重ねにするとより平面の精度が出るともいます。
Leptonの機種に対してですが、ガラス2枚重ねという改造を1台にやっているのですが、かなり綺麗に平面がでています。大きいTITAN3でも同じ事ができるかは解らないですが、2枚重ねするとより平面になるのでは無いかと思います。
間違ったアドバイスかも知れませんが参考になれば。
azusa9様色々考えて頂いてありがとうございます。
ラフトを使用しないのは、造形品の高さ精度がある程度必要だからです。LM8のリニアブッシュのCリング間隔に合わせて部品高さを調整して、ガタ詰めする必要があるためです。ラフト面の削りは大変ですから、天面だけ注意して削ればなんとかなります。
また底面の平面がそれなりに出るので、接着面にすることも可能です。両面テープでもロックkタイトでもそれなりの強度を確保できます。
金属加工を頼めばすぐ1個何万円が、樹脂代だけでそれなりの機能を確保できるのですから、とんでもなくお得・設計試作がその日のうちに出来るし、TIATAN 2台目もすぐ元が取れると思っています。
simplify3Dだと、ラフトを付けるぐらいで十分な平面になるので、このぐらいしかわからないですが。
テーブルの水平を出したいのは、どういう目的からでしょうか?
ヘッドとベッドの平行を出したいのであれば、ラフトがやはり究極なのかなと個人的には思っています。
24時間造形問うことを書かれていたので、もし剥がれやすさとかを気にされているのであれば、
・ラフトの面積を大きくする。
・ラフトを使わないなら、スカート、ブリムの設定を大きくして剥がれにくくする。
・ヒートベッドを過熱した状態で、純粋なアルコールでベッド表面を拭く。
・部屋の温度を一定に保つ。(出来るだけ暖かい方が良いかなと思います)
・1層目の速度は基本印刷速度の10%とかでとてもゆっくりにして出力。
この辺りのことをやると、剥がれにくくなるかなと思います。ベッド自体はカプトンテープを全面に貼ってあって、PLAの場合60度ぐらいに暖めた状態で出力しています。
azusa9 さん、情報ありがとうございます。200mm角を超えるものを作るあるいは、その範囲で16個の小物パーツを作るとか日常的にしているので、ソフトでできれば大分楽になるはずです。
補間しないソフトだと困りますが、せっかくの大面積プリンタなのですし。
夜間・24時間自動運転考えると、0.1mmの幅には入れたいですよね。
私の手元にあるTITAN3も始めはテーブルの調整が難しかったですが、いくつか機械的な調整をしたらかなり平面度は上がりました。
テーブルを上から(造形する面から鉄のフレームに向かう向き)でガラスを止めているプラスの頭の低いネジが4箇所あると思いますが、それを一度完全に緩めて、ゆっくり絞めていって、ちょっとガラスと接するかな、という位の締め付けにします。
この上からガラスを止めているネジが押されすぎていて初めはかなり隙間にばらつきがありました。
この状態で、テーブルの裏の六角ネジ4箇所でテーブル全体の調整をするとまあまあな平面度になりました。
私の調整具合だと、紙を挟んだときに外側は少し緩い、真ん中は少しキツい位の平面度になりました。0.1-0.2mm位の差に収束したかなと。
この状態で、ラフトを付けてプリントしてます。ラフトがあれば、最後の差もほぼ無くなってくれるので。ラフト無しでも、プリント自体は可能ですが、精度を求めるときはラフト有りでプリントしています。
参考になれば。