




積層方向に約2mmのピッチで縞模様が発生します。
現象は下図参照。 外形設計値 21mmに対して、縞模様の凸は20.9mm、凹は20.7mm
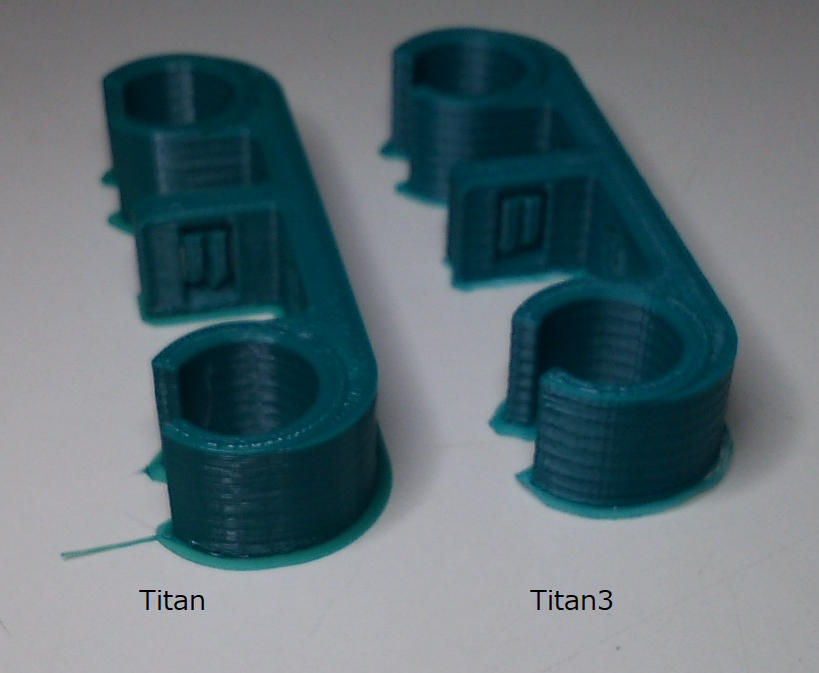
異形の部品4個を同時形成していますが、印刷時間実測約5時間半・Aimplify3d表示でフィラメント14mの中で、7回の縞模様が発生。4部品の縞模様の高さは一致しているように見える。また既に動作していたTitanよりは凸凹が目立つ。
使用上の問題は、下写真部品がリニアベアリングのホルダーであることで、もちろんきつめに入る様に設定しているのだが、保持が線になる事でがたを危惧している。またこの大きさでは、ドリルで穴径を調整するのも厳しいかも。(リーマの可能性はあるのだが)他には壁を作り側面にネジ穴を開けをアルミフレームに固定しているのだが、アルミ面・ネジとの当たり面は割れる可能性があるので、やすりでの面出しが必要で、この作業が増える。当面12面x10個を予定しているが、1桁上がる予定があるので。
とりあえず最初の対策 もともとのTitan3のスプールフォルダーは板金なので、スプールの回転ムラが心配されたので、ベアリング付きのスプール置きを作成してみたが結果は変わらなかった。(下方に写真)
周期的にしましま出ちゃう病 の原文 https://www.simplify3d.com/support/print-quality-troubleshooting/#lines-on-the-side-of-print では下記が記載されている。
一般的な原因はフィラメントの品質 → MagnaRecta から品質データをが欲しところ
押出機の温度 PIDの値の調整 → 動作時間からみて47分周期の温度ムラなので、どうだろう。動作時のデータを取って調べるのも手だが。PIDの再調整が必要なのかもしれない。
機械的な問題 Z軸のピッチはほぼ2mmの様に見える。購入後1ヵ月なので、大丈夫だと思うのだが。
単純に、押し出し量不足とかだと、大変うれしいのだが。

昨日TAITAN3帰ってきました。調整の詳細は、MagnaRecta に任せたいと思います。
1.取り合えず、中心1配置で1個印刷してみた結果は、良好です。 当方としてはCLOSE
既に、TAITANでこのパーツ一式を印刷しているので多数個取りの進展があれば、別スレッドに書き込もうと思います。
2. ヒーター制御の強化も行われたと聞いていますが、社用で夜間も印刷するので念のため2重安全装置を設置しました。
参考までに 温度過昇防止装置 TL-400 アズワン
北畠さん
弊社の方で一度診てみたいと思いますのでお送りの際ご連絡いただければ幸いです。
どうぞよろしくお願い申し上げます。
MagnaRecta
潮時ですかね。マグナレクタさんで調整してもらいます。
動画は、youtoubeなんかに上げてもらい、限定公開設定してURLを教えてもらえれば、ココのスレッドは重くならないです。
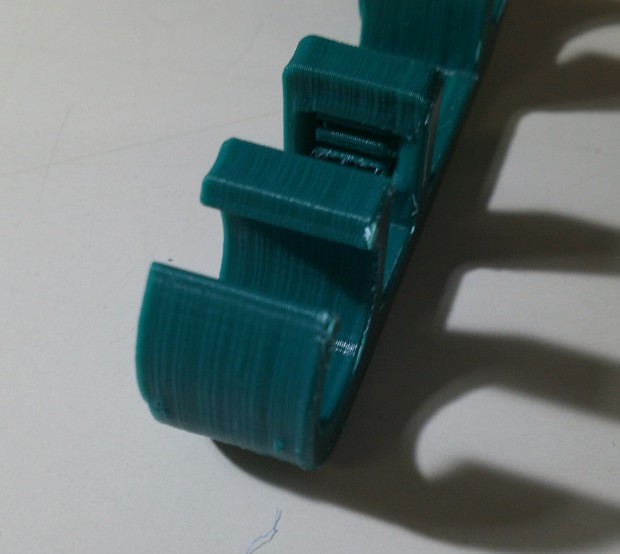
拡大写真ですが、へこんでいるところは白い線が太い感じに見えます。凸になっている所は白い線が細い感じがします。私は画像計測SWとか使えないので、見た目で話をしているので感覚的な内容で申し訳ないですが、高さの送りが一定になっていないか、押し出し量が増減しているような気がしますが、そうなると機械的な問題なのかなと。
設定の問題ではなさそうな感じになってきたので、マグナレクタに相談された方がソロソロよいかも知れません
正確性は無保証ですが、とりあえずスマホの写真で、層を観察しました。(自分のスマホで撮っていたので、家でも解析できると今頃気が付きました)とりあえずの参考ということで。
元画像 厚さ方向に513pixほど、計算上は 0.0286mm/pix
細マジックでマークしているのが、凸位置です。

輝度をImageJで数値化してexcelでプロット、さらに輝度の差分が+から-になる位置(ピーク)の+位置と-位置を輝度差で按分して分解能を少し上げて(つもり)、ピーク間距離をプロットしたのが下図。6pixなら0.17mm、7pixなら0.20、8pixなら0.23mm(平均は7.03pix=0.201、3シグマは0.05mm これはこれで凄いかなあ、と)
凸マークは膨らみのマーク位置(大体の位置)を記入してあります。

1608はんだ付け用に実体顕微鏡買ってあったので観察すると、10層サイクルで3層が盛り上がっていることがわかりました。(概ね 低-低-低-低-低-低-低-少し高-高-少し高) スマホで写真を撮って、輝度PLOTを見る限りでは、均一に見えます。分解能が心配ですがピーク間のピクセルを数値化して層のピッチを数値で評価しようと思います。感触としてはZ軸は非常に正確に層を送っているように思います。
射出系の温度ハンチング・フィラメント にしては、造形個数を変えても全く同高さで出続けるのでこれも可能性はひくいかなと。送りギヤ単体の影響ならもっともっと発生サイクルが早いと思うので、これも低い。送りモーターの制御は未確認ですね。
再現性が高いので、制御系のシステムがらみとかかもしれません。10層ごとの補正が入っていてと影響がでるとか、妄想かもしれませんけど。
月曜、積層ピッチを変えてみようかと。昨日からbed温度が112℃設定で、100℃までしか上がらなくなりました。一度調整を頼んでみるべきかもしれません。
movieの投稿は容量的に大丈夫なのかしらと、少し心配しています。
そうでしたか~。
(横開けて、エクストルーダのモータドライバの電圧調整とか、適当なことを言い出しそうな自分がいます。)
プリント中の動画を撮影して共有してもらうのはかのうでしょうか?
凸のあたりの印刷時と、ボコのあたりの印刷時のノズル付近の材料の押し出しの様子、モータの回転が解るような動画だとより良いかなと。
スピード低下品の結果が出ました、変化なしです。
計算式のエクセル入力を間違いました、結果は1mmピッチの干渉の可能性でした。先のレスは無視してください。
結局、stlファイルの分解能を 0.1mm にして、0.2mmで積層してみましたが、結果は同じでした。
サンプルの方が先にできてくるのは、3dプリンターの威力の一端ですね。
朝の気力のあるうちに、カプトンテープを張りなおして、しわなしPitを縦・横・斜めで塗り込んで、剥がれなしで行けました。こいつは優れもんですねえ。
今、スピード低下品を印刷しています。
全域で再現性があまりに高いので、システマティックエラーみたいに思います。
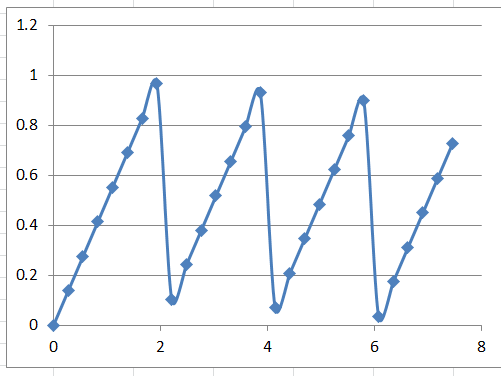
stlファイルの出力設定が0.276mmになっていので、積層ピッチ0.2mmとの干渉縞みたいなものかもしれません。
下図は横軸に、Nx0.276 縦軸に N x 0.276 / 0.2 - INT(N x 0.276 / 0.2) をプロットしたもの。2mmピッチあたりで干渉縞がでるかも
北畠さん、頑張って下さい。
ハガレは、ガラステーブルの上のカプトンテープをアルコールで綺麗に拭くと良い感じです。その際ベッドを50度ぐらいに温めておくとアルコールの拭き跡が残らないのでよいです。拭き跡が残らないようによくふくのがコツです。私はPLAばかりなので、ノリとか使ってませんが週1でこれやっとくと結構良い感じです。失敗ゼロとは行きませんが、カプトンの張り替え半年ぐらいして無くてもOKです。
結構高温で出されているのであれば、フルメタルのバレル利用を検討されるのも良いかもですね。チューブの入っているバレルだと中のチューブがすり減ったり熱で溶けて穴が空くことがあるので。
また本筋とはずれた内容ですいません。
Azusa9さん 残念ながら bed水平の影響からか、一部剥がれが出ていて、中断です。
Azusa9さん、お手数かけます
とりあえず、下記にて印刷開始しました。明日には確認できると思います。1台目のTITANからデフォルト設定できているので、デフォルトって
Hiroさん アドバイスありがとうございます。
設計高さ 14.8mm 積層0.2mm、1層目50%の指定なので、想定14.7mm 実測 14.65mmなのでそれなりでは。
あとAzusa9さんの内容プラス一番気になるのが 例えば50mmの高さのもの(ちょっと長いほうがいい)
を出してみて50㎜かどうか確認したほうがいいかもしれません
Z軸の移動だけで今回の症状の場合50㎜のはずが48㎜とか そういうのになっている可能性もあるかと
FFFありがとうございます。
インポートできました。見たところ、直接的にこれだと指摘できそうな所は無かったですが、2つだけ気になったところがあります。
1,
ノズルの温度245度とかなり高温だったのですが、ABSの材料をお使いでしょうか?
もしPLAだったら210度とか高くても230度ぐらいかなと思います。(わたしはPLAばかりでABSの経験がほぼ無いのでこんなこと書いてますので、間違いな指摘かも)
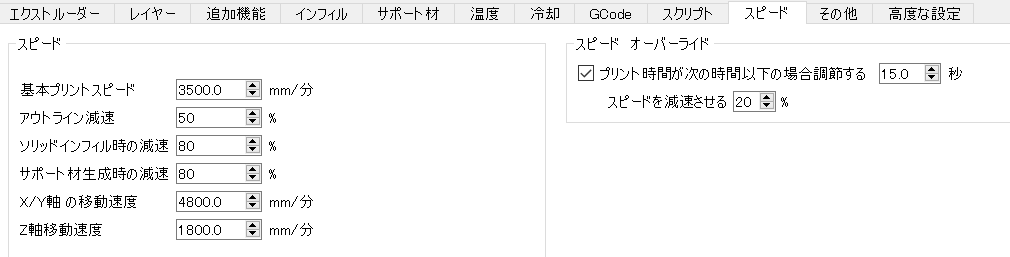
2,プリントしていない時の移動速度が133.3mm/sec(8000mm/分)、Z軸の移動速度も83.3mm/sec(5000mm/分)とかなり早めでした。
私の手元のTITAN3はデュアル仕様で磁石でくっついているので、あまり高速に動かすと段ズレのような症状を起こしたことがあります。今は80mm/secで移動させています。Z軸は30mm/secの速度で動かしています。(mm/sec, mm/minの表示違いにご注意を)もう少し遅くした方が良いかなと思います。
この2つぐらいしか気になるところ無くて、どちらかあたっていたら良いなという感じです。
Hiroさん、POSTした写真以外に何が必要でしょうか?
この3月に納入された商品なので、現時点で問題がでるとは思いにくいですよ。
フィラメント測定結果
フィラメントの使用量は、Simplify3dによると1個作りの時14.3m7本の筋が入るので、あるとすれば2m周期の線径変動が予測される。(1個で成型の時3.4m、これでも同じ位置にすじが出るので、可能性は低そうだが
20cm毎に、3m切り出して重量測定 -> 2%以下の変動で、問題ないのではないか
0.49、0.49,0.49,0.49,0.49 - 0.49,0.495,0.49,0.49,0.49,0.49 - 0.495,0.49,0.49.0.49,0.48
成型しているものは、古臭い3dプリンターの部品のモディファイなので、特別難しいとは思われないし、特別なFFF設定が必要とは思われない。旧のTitanではもんだいが非常に軽微(fff設定は同じ)。フィラメントの太さの変動も少ないし、複数・単一成型のいずれにおいても同一高さに発生しているので、関係しない。
残るは、Z軸あたりではないだろうか。
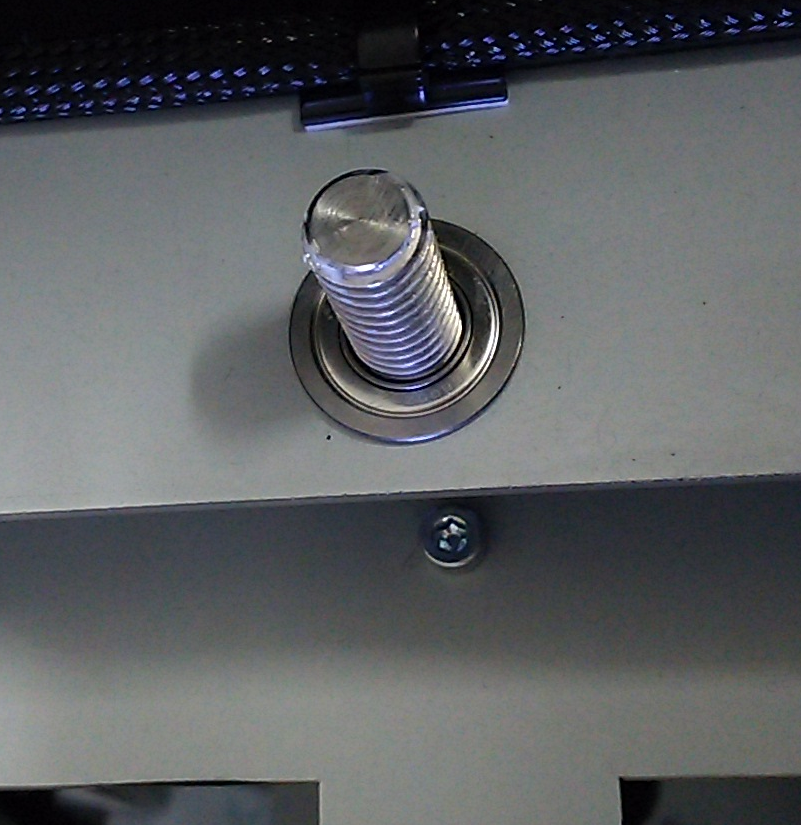
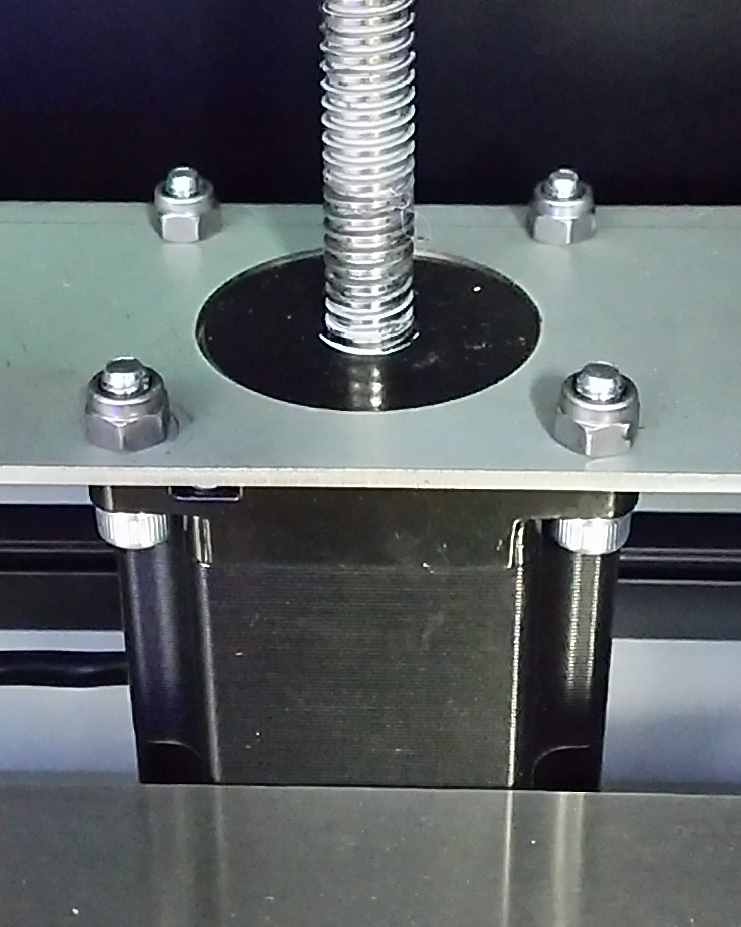
もしできればTITAN3のZ軸のスクリュー先含めてお写真ありますか? またZ軸の移動時の画像とかスクリューとかナット部分がわかればいいなーと
azusa9 さん お手数かけます。
<?xml version="1.0"?>
<profile name="TITAN NT Dual Futaba(2) 201804712" version="2018-04-12 11:54:03" app="S3D-Software 4.0.1">
<baseProfile>TITAN NT Dual Futaba(2) (modified)</baseProfile>
<printMaterial></printMaterial>
<printQuality></printQuality>
<printExtruders></printExtruders>
<extruder name="Primary Extruder">
<toolheadNumber>0</toolheadNumber>
<diameter>0.4</diameter>
<autoWidth>0</autoWidth>
<width>0.4</width>
<extrusionMultiplier>0.98</extrusionMultiplier>
<useRetract>1</useRetract>
<retractionDistance>3.5</retractionDistance>
<extraRestartDistance>0</extraRestartDistance>
<retractionZLift>0</retractionZLift>
<retractionSpeed>3000</retractionSpeed>
<useCoasting>0</useCoasting>
<coastingDistance>0.2</coastingDistance>
<useWipe>0</useWipe>
<wipeDistance>2</wipeDistance>
</extruder>
<primaryExtruder>0</primaryExtruder>
<layerHeight>0.2</layerHeight>
<topSolidLayers>4</topSolidLayers>
<bottomSolidLayers>3</bottomSolidLayers>
<perimeterOutlines>3</perimeterOutlines>
<printPerimetersInsideOut>1</printPerimetersInsideOut>
<startPointOption>2</startPointOption>
<startPointOriginX>200</startPointOriginX>
<startPointOriginY>0</startPointOriginY>
<sequentialIslands>1</sequentialIslands>
<spiralVaseMode>0</spiralVaseMode>
<firstLayerHeightPercentage>50</firstLayerHeightPercentage>
<firstLayerWidthPercentage>100</firstLayerWidthPercentage>
<firstLayerUnderspeed>0.5</firstLayerUnderspeed>
<useRaft>0</useRaft>
<raftExtruder>0</raftExtruder>
<raftTopLayers>3</raftTopLayers>
<raftBaseLayers>2</raftBaseLayers>
<raftOffset>3</raftOffset>
<raftSeparationDistance>0.12</raftSeparationDistance>
<raftTopInfill>100</raftTopInfill>
<aboveRaftSpeedMultiplier>0.3</aboveRaftSpeedMultiplier>
<useSkirt>1</useSkirt>
<skirtExtruder>0</skirtExtruder>
<skirtLayers>1</skirtLayers>
<skirtOutlines>5</skirtOutlines>
<skirtOffset>0</skirtOffset>
<usePrimePillar>0</usePrimePillar>
<primePillarExtruder>999</primePillarExtruder>
<primePillarWidth>12</primePillarWidth>
<primePillarLocation>7</primePillarLocation>
<primePillarSpeedMultiplier>1</primePillarSpeedMultiplier>
<useOozeShield>0</useOozeShield>
<oozeShieldExtruder>999</oozeShieldExtruder>
<oozeShieldOffset>2</oozeShieldOffset>
<oozeShieldOutlines>1</oozeShieldOutlines>
<oozeShieldSidewallShape>1</oozeShieldSidewallShape>
<oozeShieldSidewallAngle>30</oozeShieldSidewallAngle>
<oozeShieldSpeedMultiplier>1</oozeShieldSpeedMultiplier>
<infillExtruder>0</infillExtruder>
<internalInfillPattern>Rectilinear</internalInfillPattern>
<externalInfillPattern>Rectilinear</externalInfillPattern>
<infillPercentage>10</infillPercentage>
<outlineOverlapPercentage>50</outlineOverlapPercentage>
<infillExtrusionWidthPercentage>100</infillExtrusionWidthPercentage>
<minInfillLength>3</minInfillLength>
<infillLayerInterval>1</infillLayerInterval>
<internalInfillAngles>45,-45</internalInfillAngles>
<overlapInternalInfillAngles>0</overlapInternalInfillAngles>
<externalInfillAngles>45,-45</externalInfillAngles>
<generateSupport>1</generateSupport>
<supportExtruder>0</supportExtruder>
<supportInfillPercentage>40</supportInfillPercentage>
<supportExtraInflation>0.4</supportExtraInflation>
<supportBaseLayers>0</supportBaseLayers>
<denseSupportExtruder>0</denseSupportExtruder>
<denseSupportLayers>0</denseSupportLayers>
<denseSupportInfillPercentage>70</denseSupportInfillPercentage>
<supportLayerInterval>1</supportLayerInterval>
<supportHorizontalPartOffset>0.6</supportHorizontalPartOffset>
<supportUpperSeparationLayers>1</supportUpperSeparationLayers>
<supportLowerSeparationLayers>1</supportLowerSeparationLayers>
<supportType>0</supportType>
<supportGridSpacing>2</supportGridSpacing>
<maxOverhangAngle>60</maxOverhangAngle>
<supportAngles>45</supportAngles>
<temperatureController name="Primary Extruder">
<temperatureNumber>0</temperatureNumber>
<isHeatedBed>0</isHeatedBed>
<relayBetweenLayers>0</relayBetweenLayers>
<relayBetweenLoops>0</relayBetweenLoops>
<stabilizeAtStartup>1</stabilizeAtStartup>
<setpoint layer="1" temperature="245"/>
</temperatureController>
<temperatureController name="Bed">
<temperatureNumber>3</temperatureNumber>
<isHeatedBed>1</isHeatedBed>
<relayBetweenLayers>0</relayBetweenLayers>
<relayBetweenLoops>0</relayBetweenLoops>
<stabilizeAtStartup>0</stabilizeAtStartup>
<setpoint layer="1" temperature="110"/>
</temperatureController>
<fanSpeed>
<setpoint layer="1" speed="0"/>
<setpoint layer="100" speed="100"/>
</fanSpeed>
<blipFanToFullPower>1</blipFanToFullPower>
<adjustSpeedForCooling>1</adjustSpeedForCooling>
<minSpeedLayerTime>15</minSpeedLayerTime>
<minCoolingSpeedSlowdown>20</minCoolingSpeedSlowdown>
<increaseFanForCooling>0</increaseFanForCooling>
<minFanLayerTime>45</minFanLayerTime>
<maxCoolingFanSpeed>100</maxCoolingFanSpeed>
<increaseFanForBridging>0</increaseFanForBridging>
<bridgingFanSpeed>100</bridgingFanSpeed>
<use5D>1</use5D>
<relativeEdistances>0</relativeEdistances>
<allowEaxisZeroing>1</allowEaxisZeroing>
<independentExtruderAxes>0</independentExtruderAxes>
<includeM10123>0</includeM10123>
<stickySupport>1</stickySupport>
<applyToolheadOffsets>0</applyToolheadOffsets>
<gcodeXoffset>0</gcodeXoffset>
<gcodeYoffset>0</gcodeYoffset>
<gcodeZoffset>0</gcodeZoffset>
<overrideMachineDefinition>1</overrideMachineDefinition>
<machineTypeOverride>0</machineTypeOverride>
<strokeXoverride>320</strokeXoverride>
<strokeYoverride>280</strokeYoverride>
<strokeZoverride>300</strokeZoverride>
<originOffsetXoverride>-2.5</originOffsetXoverride>
<originOffsetYoverride>-79.5</originOffsetYoverride>
<originOffsetZoverride>0</originOffsetZoverride>
<homeXdirOverride>-1</homeXdirOverride>
<homeYdirOverride>-1</homeYdirOverride>
<homeZdirOverride>-1</homeZdirOverride>
<flipXoverride>1</flipXoverride>
<flipYoverride>-1</flipYoverride>
<flipZoverride>1</flipZoverride>
<toolheadOffsets>0,0|-20.2,0|0,0|0,0|0,0|0,0</toolheadOffsets>
<overrideFirmwareConfiguration>1</overrideFirmwareConfiguration>
<firmwareTypeOverride>RepRap (Marlin/Repetier/Sprinter)</firmwareTypeOverride>
<GPXconfigOverride>r2</GPXconfigOverride>
<baudRateOverride>250000</baudRateOverride>
<overridePrinterModels>0</overridePrinterModels>
<printerModelsOverride></printerModelsOverride>
<startingGcode>G28 ; home all axes,G92 E0,G1 Z3 F1000,T0,G1 E0 F1000,G1 E10 F100,G92 E0,G1 Y10 F4000,T1,G4 P100,G1 E0 F1000,G1 E10 F100,G92 E-20,T0,</startingGcode>
<layerChangeGcode></layerChangeGcode>
<retractionGcode></retractionGcode>
<toolChangeGcode></toolChangeGcode>
<endingGcode>M104 S0 T0 ; turn off extruder,M104 S0 T1 ; turn off extruder,M140 S0 ; turn off bed,G1 X0 F1000 ; home X axis,M84 ; disable motors</endingGcode>
<exportFileFormat>gcode</exportFileFormat>
<celebration>0</celebration>
<celebrationSong>Star Wars</celebrationSong>
<postProcessing></postProcessing>
<defaultSpeed>3500</defaultSpeed>
<outlineUnderspeed>0.5</outlineUnderspeed>
<solidInfillUnderspeed>0.8</solidInfillUnderspeed>
<supportUnderspeed>0.8</supportUnderspeed>
<rapidXYspeed>8000</rapidXYspeed>
<rapidZspeed>5000</rapidZspeed>
<minBridgingArea>50</minBridgingArea>
<bridgingExtraInflation>0</bridgingExtraInflation>
<bridgingExtrusionMultiplier>1</bridgingExtrusionMultiplier>
<bridgingSpeedMultiplier>1</bridgingSpeedMultiplier>
<useFixedBridgingAngle>0</useFixedBridgingAngle>
<fixedBridgingAngle>0</fixedBridgingAngle>
<applyBridgingToPerimeters>0</applyBridgingToPerimeters>
<filamentDiameters>1.75|1.75|1.75|1.75|1.75|1.75</filamentDiameters>
<filamentPricesPerKg>46|46|46|46|46|46</filamentPricesPerKg>
<filamentDensities>1.25|1.25|1.25|1.25|1.25|1.25</filamentDensities>
<useMinPrintHeight>0</useMinPrintHeight>
<minPrintHeight>0</minPrintHeight>
<useMaxPrintHeight>0</useMaxPrintHeight>
<maxPrintHeight>0</maxPrintHeight>
<useDiaphragm>0</useDiaphragm>
<diaphragmLayerInterval>20</diaphragmLayerInterval>
<robustSlicing>1</robustSlicing>
<mergeAllIntoSolid>0</mergeAllIntoSolid>
<onlyRetractWhenCrossingOutline>1</onlyRetractWhenCrossingOutline>
<retractBetweenLayers>0</retractBetweenLayers>
<useRetractionMinTravel>1</useRetractionMinTravel>
<retractionMinTravel>3</retractionMinTravel>
<retractWhileWiping>0</retractWhileWiping>
<onlyWipeOutlines>1</onlyWipeOutlines>
<avoidCrossingOutline>0</avoidCrossingOutline>
<maxMovementDetourFactor>3</maxMovementDetourFactor>
<toolChangeRetractionDistance>25</toolChangeRetractionDistance>
<toolChangeExtraRestartDistance>0</toolChangeExtraRestartDistance>
<toolChangeRetractionSpeed>3000</toolChangeRetractionSpeed>
<externalThinWallType>0</externalThinWallType>
<internalThinWallType>2</internalThinWallType>
<thinWallAllowedOverlapPercentage>10</thinWallAllowedOverlapPercentage>
<singleExtrusionMinLength>1</singleExtrusionMinLength>
<singleExtrusionMinPrintingWidthPercentage>50</singleExtrusionMinPrintingWidthPercentage>
<singleExtrusionMaxPrintingWidthPercentage>200</singleExtrusionMaxPrintingWidthPercentage>
<singleExtrusionEndpointExtension>0.2</singleExtrusionEndpointExtension>
<horizontalSizeCompensation>0</horizontalSizeCompensation>
</profile>
印刷中の温度測定 1分毎にコミュニケーション画面から。
設定値 245℃ 平均244.6℃ 計測値は 244℃ 245℃ 3σ=1.49
ほぼ問題ないかとおもうのですが。
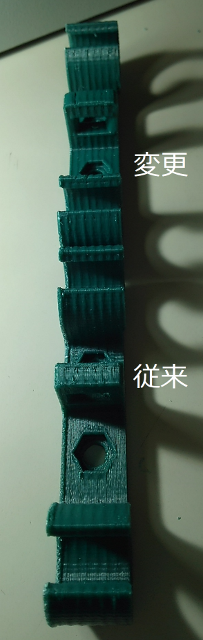
hiro さんの条件で昨日印刷してみましたが、同じですね。ついでにTitanで同時期に制作したものとの対比写真を添付します。
作業が間違いないか、とりあえず書きます。 Simplify3dのスクリプト>ツールチェンジスクリプトを消去、エクストルーダー>じみコントロール>リトラクション時のノズルの昇降動作 を 0.0mm

追加の写真ありがとうございます。
内外で凸凸、凹凹になっているようですね。表面のざらつき感からすると私は押し出しのところで問題が起きているのかなと予想していますが、これだろうという風に絞り込めません。
HiroさんがおっしゃっているようにZリフトも気になりますし、さらにツールチェンジスクリプトはよりきになる所です。
ちなみに、高さ方向の造形サイズには問題は無いでしょうか?
ノズル(ベッド)が指定高さまで移動できて無くて、押し付けられて押し出し量が減って、でもある高さで圧力が勝って押し出し量が正常になる。というようなことをくり返しているのかも。
私は同じ現象に見舞われたことがないのでかも知れないと言うようなことはいくつも思いつくのですが、gcode、もしくはfffの設定ファイル(設定内容)を見せてもらえると、さらなる原因究明が出来そうですが。fffファイルは中身XMLなので書きだして、適当なエディタで開いて内容を貼ってもらえると、こちらでもインポートして確認出来ると思います。
もし材料の太さが均一で無いのであれば、材料自体の外形サイズを測ってみると良いと思いますし、1個造形と2個造形で模様の間隔が変わらないかと言う事でも確認出来ると思います。
陰影がついているとかなりすごい表情になっていますね。
Zモーターの動きも気になります。 2mmピッチであればZモーターのピッチにも該当するのではないかと思っています。
螺旋状になっていたり定期的だがXYの方角で段差が違う場合であれば他の印象が考えられるのですけど。
この場合モーター周期が関係しているのかなと思ったりします。
FFF設定でPrimeExtruderOnly(ツールチェンジのスクリプトが空なのを確認)にしてZLiftも0.0㎜にしてみてプリントしてみて同じ表情になるか見てみたいところです。
皆さんありがとう、皆さんの書き込みでモチベーションが維持できています。Hiroさんの条件で成型したかったのですが、とりあえず写真だけ撮りました。
2個の造形物を、底面をそろえて写真を撮ってみました。一個のサンプルの長手方向は約8cmで、凸凹は水平に成型されているように見えます。

上下逆方向の写真 Rの内側もきれいに凸凹が再現されています。
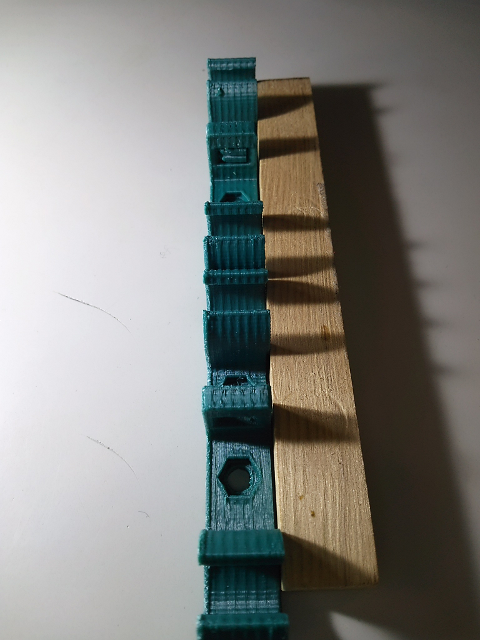
今までの経験から、Titanの外形精度はかなり高く0.1mmくらいになります。それからすると、この筋の尾根が正規の印刷で、谷のところで樹脂の不足が発生しているのかもしれません。今のところ暗中模索です。
もう少し印刷のパラメータを教えてもらえると何か解るかもです。
あと、造形物の野心を真横から撮ってもらえたらと思うのですが、でこぼこの外側と内側はどのような周期なのか。外が凸、内も凸? 外は凸、内は凹?
らせん状になってるのかとか。もう少し情報あったらと思います。
よろしくお願いします。
うーん 試しにですがSimplify3Dのエクストルーダー設定でZliftをOFFにしてみるとどうでしょう?